鄭州微型縮管機廠家
縮管機的工作原理基于塑性變形理論,通過外力迫使管材截面尺寸縮小,同時保持材料連續性。加工時,管材被夾緊裝置固定,液壓缸推動模具向管材軸向施加壓力,模具內壁的錐形結構將軸向力轉化為徑向壓力,使管材產生均勻的塑性變形。這一過程中,材料流動遵循較小阻力定律,即優先向模具間隙較大的方向變形,因此模具設計需精確控制錐度與間隙,避免管材出現褶皺或破裂。為確保變形均勻性,縮管機通常采用多道次漸進縮徑工藝,每次縮徑量控制在管材壁厚的10%-15%以內,通過多次重復加工逐步達到目標尺寸。此外,冷卻系統在加工中持續運行,通過循環冷卻液帶走摩擦產生的熱量,防止管材因局部過熱導致硬度下降或氧化變色,同時延長模具使用壽命。縮管機可實現縮管后自動去毛刺與清潔處理。鄭州微型縮管機廠家
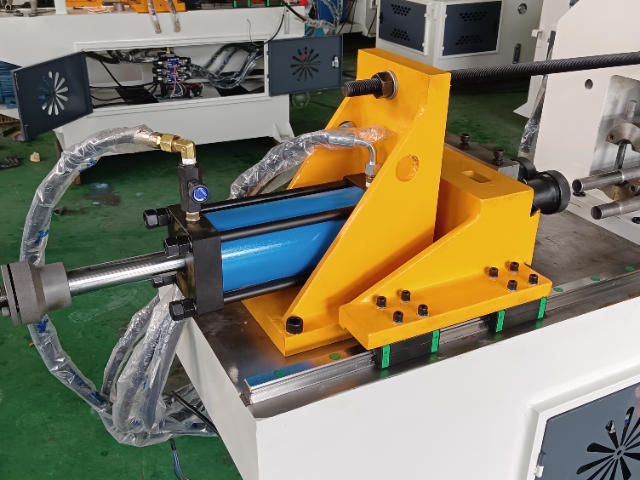
縮管機的縮徑模具設計是一門綜合性的技術,它涉及到材料科學、力學、模具制造等多個領域。模具的形狀和尺寸需要根據管材縮徑后的要求進行精確設計,一般來說,模具的內腔形狀與縮徑后的管材外形相匹配。為了確保管材在縮徑過程中能夠均勻變形,模具的內腔表面通常需要進行精細加工,使其具有較高的光潔度和圓度。同時,模具的材質選擇也至關重要,它需要具備強度高、高硬度、良好的耐磨性和耐腐蝕性等特點,以承受縮徑過程中的高溫、高壓和摩擦力。常見的模具材料有合金鋼、硬質合金等。此外,模具的安裝和調整也非常關鍵,需要保證模具與管材的同軸度,避免在縮徑過程中出現管材偏心、扭曲等缺陷。鄭州微型縮管機廠家縮管機可實現縮管端面的高一致性與密封性。
提升能源效率是縮管機綠色發展的關鍵方向。策略之一是優化液壓系統設計,采用負載敏感泵替代傳統定量泵,系統壓力與流量隨負載自動調節,避免“大流量小負載”導致的能量浪費,實測節能率可達25%-30%;策略之二是回收制動能量,在液壓缸回程階段,通過再生制動單元將液壓馬達產生的電能反饋至電網或儲能裝置,供設備其他部件使用,進一步降低能耗;策略之三是優化設備運行模式,開發智能啟停功能,當設備空閑時間超過設定值(如5分鐘)時,自動進入低功耗待機模式,關閉非必要電氣元件,減少待機能耗;此外,采用LED照明替代傳統鹵素燈,降低照明系統能耗的同時,延長使用壽命。
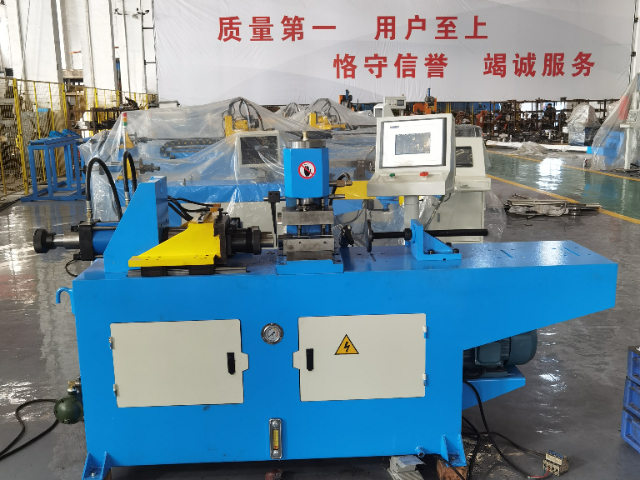
縮管機普遍應用于汽車、船舶、建筑、能源等多個領域,其工藝適配性體現在對不同行業需求的快速響應上。在汽車行業,縮管機用于加工制動管、燃油管等關鍵部件,需滿足高精度、強度高及耐腐蝕的要求;船舶行業則更注重管件的耐壓性和密封性,縮管機需通過多級壓縮和內高壓成型技術,確保管件在深海高壓環境下的穩定性。建筑領域中,縮管機加工的鋼結構管件需具備良好的焊接性和抗震性,模具設計需考慮管材的變形余量,以避免焊接后產生殘余應力。能源行業(如石油、天然氣)對管件的耐高溫、耐高壓性能要求極高,縮管機需采用特殊材質模具和低溫壓縮工藝,防止管材在加工過程中發生相變或脆化。通過不斷優化工藝參數和模具設計,縮管機能夠滿足各行業對管件性能的多樣化需求,成為現代工業不可或缺的加工設備。縮管機可通過數控系統預設多組縮管程序,快速切換產品。
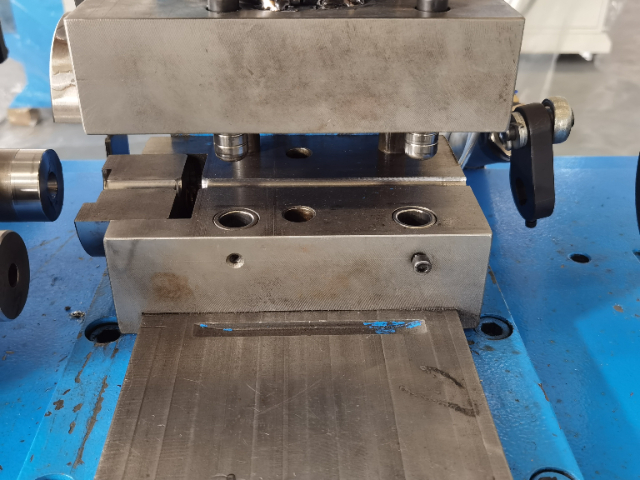
加工精度是衡量縮管機性能的關鍵指標,其控制涉及機械設計、材料選擇及工藝優化等多個層面。在機械設計方面,縮管機的主軸需采用高剛性結構,以減少變形對加工精度的影響;同時,導軌與滑塊的配合間隙需控制在微米級,通過精密刮研或滾珠導軌技術實現無間隙傳動。材料選擇上,模具與管材的摩擦系數需通過表面處理技術(如鍍硬鉻、氮化處理)進行優化,以降低摩擦生熱導致的材料膨脹誤差。工藝優化則包括預壓縮、多級壓縮等策略,通過分階段施加壓力,使金屬變形逐步均勻化,避免因瞬時高壓產生的裂紋或褶皺。此外,現代縮管機還引入了閉環控制系統,通過激光位移傳感器或壓力傳感器實時反饋加工數據,動態修正參數偏差,將精度誤差控制在±0.05mm以內,滿足航空航天、醫療器械等高精度領域的需求。縮管機在制冷設備銅管縮口加工中要求高表面光潔度。張家港自動縮管機訂購
縮管機在高壓油管、剎車管、空調管接頭加工中應用普遍。鄭州微型縮管機廠家
建立完善的質量檢測與追溯體系是確保縮管機加工質量的關鍵。檢測環節需覆蓋加工前、加工中、加工后全流程:加工前,使用激光測徑儀檢測管材直徑與橢圓度,確保符合加工要求;加工中,通過在線測厚儀實時監測管材壁厚變化,當壁厚偏差超過設定值時,系統自動報警并停機;加工后,采用超聲波探傷儀檢測管材內部缺陷,如裂紋、氣孔等,確保產品100%合格。追溯體系則通過條形碼或RFID標簽實現,每根管材加工前粘貼標識標簽,記錄管材材質、批次號、加工時間、操作人員等信息,加工過程中各檢測數據自動上傳至MES系統,形成完整的質量檔案。當產品出現質量問題時,可通過追溯系統快速定位問題環節,采取糾正措施,防止問題擴散。鄭州微型縮管機廠家
- 北京雙頭液壓彎管機公司 2025-12-22
- 鄭州碳鋼管切管機持久耐用 2025-12-22
- 上海三維液壓彎管機供貨商 2025-12-22
- 山東315切管機價錢 2025-12-22
- 鄭州微型縮管機廠家 2025-12-22
- 成都425橫推切管機供貨商 2025-12-22
- 山東基本款切鋁機 2025-12-22
- 廣州電動彎管機批發價格 2025-12-22
- 錐度縮管機持久耐用 2025-12-22
- 廣州切鋁機廠家 2025-12-21
- 靜安區新能源臭氧測定儀 2025-12-23
- 淮安飲料瓶封蓋機維保 2025-12-23
- 上海供應鉸鏈銷售廠 2025-12-23
- 萍鄉干濕聯合閉式冷卻塔商家 2025-12-23
- 江蘇本地傳感器大概多少錢 2025-12-23
- 寧波一體化UV加速老化試驗系統大概費用 2025-12-23
- 惠州不銹鋼焊絲繞線機 2025-12-23
- 飲料業螺旋式鏈板輸送機怎么賣 2025-12-23
- 天津大桶水夾持式升降機怎么樣 2025-12-23
- 湖南青團機廠家 2025-12-23