長沙市半圓弧齒同步帶輪廠家推薦
同步帶輪是由2部分構成,一為同步帶,另一個就是同步輪了,通常看到此就可以想象到了:同步帶輪即由一個傳送帶與帶有齒的帶輪構成,其若想將其應用在機械上,這兩者結合在一起是必然的,只同步帶與同步輪在一起運用的時候,其才可以發揮出其固有的作用,單單的一個是起不到什么作用的。盡管講的是2者之間的結合,但是它們中的齒槽必須要是相對應的,這就顯得沒那么簡單了,如果沒有測算好,是會產生跑偏的狀況的,因此在開始制作與配裝的時候是特別重要的,生產的時候更不必講了,尺寸什么的是必須得一一對應,相對的節距、齒高以及帶厚等均需測算、制作精。在配裝時的操作同樣非常的重要。在向同步輪上配裝同步帶的時候,不能太過用力,或是拿螺絲刀將同步帶硬撬開來,不然很容易被折斷的。若2個同步輪的中心距能夠移動,就得先把中心距減短,配裝完同步帶的時候,再讓中心距復位。同步帶輪在激光切割機中,控制切割頭移動精度。長沙市半圓弧齒同步帶輪廠家推薦
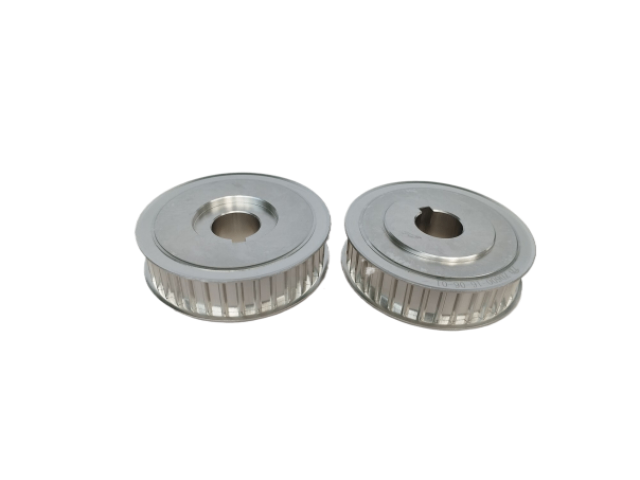
鋁質同步帶輪的適用場景集中在中輕載、高速及輕量化需求領域,但存在承載限制。在 3C 設備(如手機組裝線)中,其配合聚氨酯同步帶可實現 ±0.1mm 的定位精度,滿足精密搬運需求。打印機、包裝機等輕型機械采用鋁質帶輪后,能耗降低 10%~15%,且因慣性小,啟停響應速度提升 20%。然而,其許用扭矩通常≤200N?m,超過此范圍易出現齒部塑性變形;在高溫環境(>120℃)下,鋁合金強度會下降 30% 以上,需謹慎使用。此外,鋁質帶輪耐磨性較差,與鋼質帶輪相比,齒面磨損速率快 2~3 倍,需配合高耐磨性同步帶使用。佛山市皮帶輪同步帶輪廠家電話同步帶輪直徑誤差過大會導致同步帶張緊不均。
鋁合金同步帶輪的成本與壽命平衡需通過全生命周期分析優化。初始采購成本比鋼質帶輪高 20%~50%,但因重量輕,可降低驅動電機功率需求(通常減少 10%~15%),長期運行能耗成本更低。在使用壽命方面,通過表面處理升級(如硬質陽極氧化 + PTFE 涂層),可使磨損速率降低 50%,壽命延長至普通處理的 2 倍,雖然處理成本增加 50%,但綜合成本反而下降 15%~20%。對于批量生產(年用量>1000 件),采用壓鑄工藝替代機加工,可降低 40%~50% 加工成本,但壓鑄帶輪精度較低(齒距誤差≤0.1mm),適合低精度場景(如通風設備)。
同步帶輪也會由于一些原由或一些限制無法使噪音降低,碰著這類無法降低噪音的情況時我們可以采取安裝一些隔音罩等輔助裝置去進行處理。同步帶輪的齒面磨損以及輪齒折斷是同步帶輪容易出現的兩個主要問題。在同步帶傳動系統中,同步帶輪出現齒面磨損是很常見的問題。由于齒面的磨損形式會因為齒輪傳動系統的不同而有所不同。例如磨粒磨損知道是當嚙合齒面間落入沙粒、鐵屑等磨料性物質時,齒面即被逐漸磨損至報廢。這是開式同步輪傳動的主要磨損形式之一,采用閉式同步輪傳動能夠很有效地避免齒面磨粒磨損。同步帶輪常用鋁合金制造,輕量化且適合中速傳動。

同步帶輪噬合質量對機械驅動裝置產生的噪聲有很大的影響;同步帶輪噬合質量包括齒向誤差、齒距、側隙、中間距、軸線平行度、齒形或齒面局部變形等。受多種因素對驅動裝置噪聲的影響,齒輪的齒形包括齒廓曲線、壓力角、齒高和變位。漸開線齒輪其實是較容易制造的,所以使用中的漸開線齒輪占據量較大,反之擺線齒輪和圓弧齒輪的應用就較少。齒輪上用于嚙合的凸起部分多數呈輻射狀排列,在配對齒輪上的輪齒互相接觸,可使齒輪持續嚙合運轉;齒根圓是指槽底所在的圓;基圓是形成漸開線的發生線作純滾動的圓;分度圓是在端面內計算齒輪幾何尺寸的基準圓。同步帶輪在自動售貨機中,輸送商品平穩可靠。長沙市半圓弧齒同步帶輪廠家推薦
同步帶輪在光伏設備中,控制硅片傳輸精度。長沙市半圓弧齒同步帶輪廠家推薦
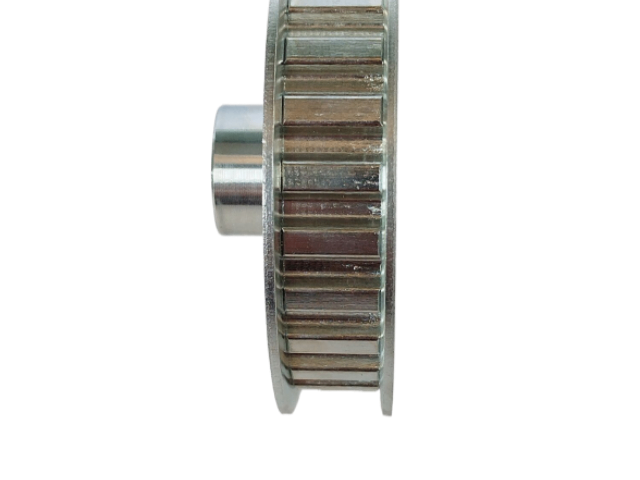
梯形同步帶輪的參數遵循國際或國家標準,重心指標包括節距、齒數與齒寬。節距按標準系列劃分,如 MXL(2.032mm)、XL(5.08mm)、L(9.525mm)、H(12.7mm)等,節距誤差需≤0.02mm,確保與對應型號同步帶精細嚙合。齒數范圍通常為 10~120 齒,小齒數(10~15 齒)帶輪需將齒根圓角放大至 0.5~1mm,防止齒根斷裂;大齒數帶輪則需強化輪轂剛性,避免變形。齒寬需比同步帶寬 2~4mm,如適配 20mm 寬的 H 型帶,帶輪齒寬應為 22~24mm。軸孔公差多為 H7,鍵槽按 GB/T 1095 設計,傳遞扭矩≤500N?m 時采用單鍵,更大扭矩則用雙鍵或花鍵。長沙市半圓弧齒同步帶輪廠家推薦
- 深圳市大扭矩聯軸器哪家好 2025-12-16
- 武漢市雙凸緣同步帶輪供應商 2025-12-16
- 合肥市英制同步帶輪定制廠家 2025-12-16
- 武漢市滑塊聯軸器售價 2025-12-16
- 東莞市星形彈性聯軸器廠家 2025-12-15
- 成都市鏈輪批發廠家 2025-12-15
- 武漢市五分鏈輪定制 2025-12-15
- 準雙曲面齒輪 2025-12-15
- 導向鏈輪批發廠家 2025-12-15
- 北京市波紋管聯軸器生產廠家 2025-12-15
- 鎮江節能微量潤滑系統哪里有 2025-12-16
- 虹口區移液器聯系方式 2025-12-16
- 島式中央臺用什么材料 2025-12-16
- 上海機械壓紙機設備 2025-12-16
- 浙江五金配件機加工供應商 2025-12-16
- 河南MC20系列TOC分析儀的工作原理 2025-12-16
- 鎮江國產變壓器廠家供應 2025-12-16
- 河北攪拌釜生產廠家 2025-12-16
- 寧波精密拉伸件 2025-12-16
- 瑞安雙面高速裱紙機廠家推薦 2025-12-16