附近哪里有鈑金機械加工按需定制
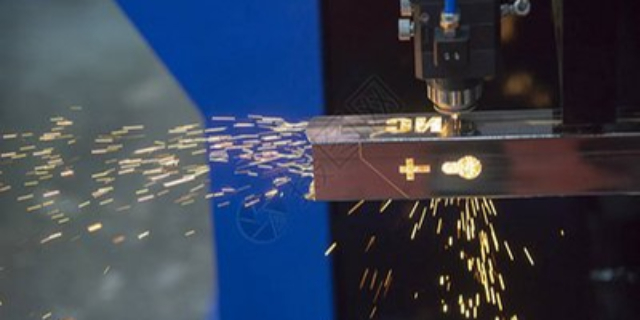
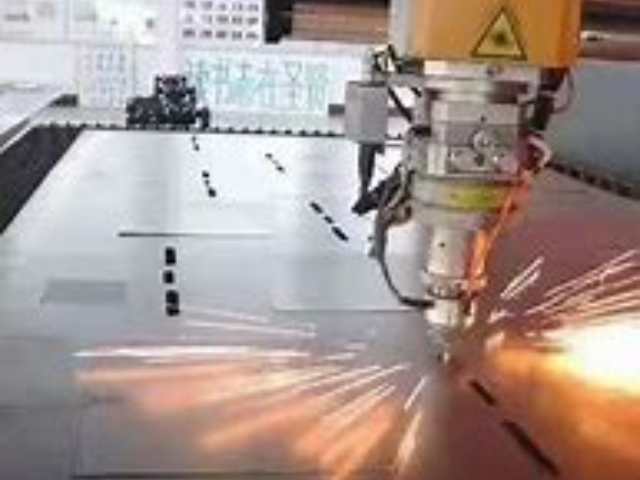
鈑金加工中的誤差范圍通常在0.1mm到100mm之間,具體取決于加工材料、方法和精度要求。例如,激光切割的板厚范圍通常在0.510mm,而折彎工藝則適用于0.56mm的板厚。切割公差通常為±0.2mm,折彎角度公差為±1°。鈑金折彎件的未注線性尺寸極限偏差根據基本尺寸段的不同而有所變化,如030mm段為±0.2mm,30120mm段為±0.3mm等。未注倒圓半徑和倒角高度尺寸的極限偏差也根據基本尺寸段有所不同,如03mm段為±0.4mm,36mm段為±0.3m m等。未注角度尺寸的極限偏差同樣根據基本尺寸段變化,如010°段為±1°30',1050°段為±1°等。常見的表面處理方法包括噴涂、電鍍、陽極氧化等,根據產品要求選擇合適的處理方式。附近哪里有鈑金機械加工按需定制
根據加工需求和工件特性的不同,鈑金機械加工還可能涉及漲鉚、拉母、切角、抽孔(翻邊)、攻牙、校平、回牙、鉆孔、倒角、沖凸包、沖撕裂、沉孔、拍平、沖網孔、擴孔、沖印等工序。鈑金機械加工常用的材料包括冷軋板(SPCC)、熱軋板(SHCC)、鍍鋅板(SECC、SGCC)、銅、鋁板、鋁型材以及不銹鋼等。這些材料的選擇通常基于產品的用途和成本考慮。通過優化工藝流程,如布局工位,合理安排機械設備和人力資源,可以提升工作效率。引入數字化管理手段,使用計算機輔助設計(CAD)和計算機輔助制造(CAM)技術,可以提升設計與加工的連貫性,從而提升整體加工效率。附近哪里有鈑金機械加工按需定制在進行鈑金機械加工前,需要進行合理的產品設計。

根據加工需求和工件特性的不同,鈑金機械加工還可能涉及漲鉚、拉母、切角、抽孔(翻邊)、攻牙、校平、回牙、鉆孔、倒角、沖凸包、沖撕裂、沉孔、拍平、沖網孔、擴孔、沖印等工序。鈑金機械加工常用的材料包括冷軋板(SPCC)、熱軋板(SHCC)、鍍鋅板(SECC、SGCC)、銅、鋁板、鋁型材以及不銹鋼等。這些材料的選擇通常基于產品的用途和成本考慮。通過優化工藝流程,如布局工位、合理安排機械設備和人力資源,可以提升工作效率。引入數字化管理手段,使用計算機輔助設計(CAD)和計算機輔助制造(CAM)技術,可以提升設計與加工的連貫性,從而提升整體加工效率。
柔性制造:小批量與大規模生產的完美平衡在工業4.0時代,“多品種、小批量”訂單成為常態。我們打造的**智能鈑金生產線*,集成高精度激光切割、多軸聯動折彎機與自動化焊接單元,通過MES系統實現設備互聯與數據互通。例如,針對醫療器械外殼加工,生產線可在30分鐘內完成不同型號的切換,單日處理超20種定制化訂單,精度穩定在±0.05mm以內。這種柔性能力不僅滿足客戶快速迭代需求,更將交付周期壓縮至行業平均水平的60%。技術突破:-激光切割速度提升至120m/min,切口光滑無毛刺-折彎精度AI實時補償,復雜結構一次成型-機器人焊接效率較人工提升300%隨著工業4.0時代的到來,智能化管理已成為提升企業競爭力的關鍵。
市場調研與分析目標客戶定位:明確鈑金機械加工產品的主要客戶群體,如汽車制造、航空航天、電子設備等行業。競爭分析:研究競爭對手的產品特點、市場占有率、價格策略等,找出自身的競爭優勢。需求洞察:通過問卷調查、行業報告等方式,了解目標客戶的需求和痛點。產品優勢提煉技術特點:強調鈑金機械加工產品的精度、耐用性、定制化能力等*優勢。質量認證:展示產品通過的相關質量認證,如ISO9001、CE等,增強客戶信任。案例分享:分享成功案例,如為*企業提供的產品解決方案,突出實際應用效果。我們是一家致力于鈑金激光加工的企業,為客戶提供高質量、高效率的鈑金加工解決方案。四川使用鈑金機械加工
每個環節都需要選擇合適的設備和工藝參數,確保加工質量和效率。附近哪里有鈑金機械加工按需定制
市場調研與分析目標客戶定位:明確鈑金機械加工產品的主要客戶群體,如汽車制造、航空航天、電子設備等行業。竟爭分析:研究竟爭對手的產品特點、市場占有率、價格策略等,找出自身的競爭優勢。需求洞察:通過問卷調查、行業報告等方式,了解目標客戶的需求和痛點。產品優勢提煉技術特點:強調鈑金機械加工產品的精度、耐用性、定制化能力等**優勢。質量認證:展示產品通過的相關質量認證,如ISO9001、CE等,增強客戶信任。案例分享:分享成功案例,如為*企業提供的產品解決方案,突出實際應用效果。附近哪里有鈑金機械加工按需定制
- 江蘇現代吊頂式側出風冷風機推薦廠家 2025-12-15
- 江蘇現代工業冷凝器按需定制 2025-12-15
- 江蘇工程鈑金機械加工共同合作 2025-12-15
- 湖北附近哪里有工業冷水機批發廠家 2025-12-15
- 上海工程工業冷水機批發廠家 2025-12-15
- 上海使用工業冷凝器廠家 2025-12-15
- 上海直銷鈑金機械加工廠家報價 2025-12-15
- 重慶制造工業冷凝器誠信合作 2025-12-15
- 江蘇直銷工業冷凝器批發廠家 2025-12-15
- 河北購買工業冷凝器批發價格 2025-12-15
- 小型訂折機有幾種 2025-12-15
- 山東高效率EPM泵購買渠道有哪些 2025-12-15
- 光明區小型全自動錫膏印刷機多少錢一臺 2025-12-15
- 四川高速插針press-fit免焊插針設備廠家直銷 2025-12-15
- 常州小型自然環境模擬儀器設備推薦貨源 2025-12-15
- 吳中區直銷鋁型材切割機服務電話 2025-12-15
- 上海綠色環保琛鑫輕創營實訓 2025-12-15
- 閔行區智能充電設備平臺 2025-12-15
- 宿遷柔性打磨服務商 2025-12-15
- 北京先進點膠機共同合作 2025-12-15