-
外賣(mài)族“三高”風(fēng)險(xiǎn)攀升 個(gè)性化健康方案受關(guān)注
-
運(yùn)動(dòng)常受傷?基因檢測(cè)為科學(xué)運(yùn)動(dòng)“保駕護(hù)航”
-
聚焦口腔菌群平衡,華壹健康為反復(fù)口腔潰瘍者開(kāi)“良方”
-
西安華壹健康:以基因檢測(cè)技術(shù) 護(hù)航孕期健康新旅程
-
換季就遭罪?華壹健康基因檢測(cè)幫你讀懂身體信號(hào)
-
護(hù)膚品頻換仍過(guò)敏?基因檢測(cè)為皮膚健康尋
-
兒童營(yíng)養(yǎng)補(bǔ)劑別亂買(mǎi) 科學(xué)檢測(cè)助家長(zhǎng)理性判斷
-
“護(hù)膚屢踩坑?基因檢測(cè)為愛(ài)美人士解鎖科學(xué)護(hù)膚新路徑
-
關(guān)注小升初成長(zhǎng)關(guān)鍵期 華壹健康助力科學(xué)因材施教
-
牙齦出血?jiǎng)e硬扛!口腔微生態(tài)檢測(cè)+益生菌來(lái)護(hù)航
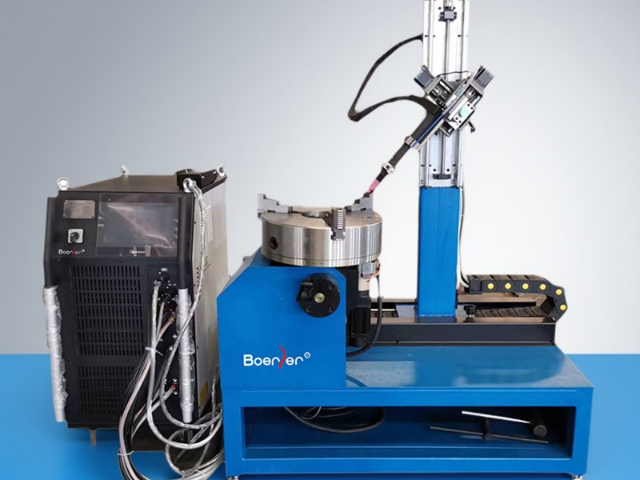
山東全自動(dòng)鋼管法蘭焊接設(shè)備管法蘭專(zhuān)機(jī)廠家直銷(xiāo)
在長(zhǎng)焊縫或大型結(jié)構(gòu)件焊接過(guò)程中,工件因不均勻受熱會(huì)產(chǎn)生翹曲變形,導(dǎo)致焊槍與工件表面的距離(弧長(zhǎng))發(fā)生改變,直接影響電弧穩(wěn)定性和熔深。本專(zhuān)機(jī)搭載的高頻電弧電壓采樣系統(tǒng),以每秒10萬(wàn)次的速率監(jiān)測(cè)電弧電壓,并將其作為弧長(zhǎng)的直接反饋信號(hào)。內(nèi)置的先進(jìn)算法能夠?yàn)V除因熔滴過(guò)渡、保護(hù)氣流等產(chǎn)生的電壓噪聲,精細(xì)識(shí)別出因工件變形引起的弧長(zhǎng)趨勢(shì)性變化。當(dāng)系統(tǒng)檢測(cè)到弧長(zhǎng)變化時(shí),會(huì)在一個(gè)脈沖周期內(nèi)(通常為數(shù)毫秒)通過(guò)伺服電機(jī)驅(qū)動(dòng)焊槍Z軸進(jìn)行補(bǔ)償運(yùn)動(dòng),維持設(shè)定弧長(zhǎng)的恒定。該技術(shù)的優(yōu)勢(shì)在于其主動(dòng)性與前瞻性,不僅能補(bǔ)償已發(fā)生的變形,還能通過(guò)分析電壓變化速率預(yù)測(cè)變形趨勢(shì),實(shí)現(xiàn)超前補(bǔ)償。在鋁合金大型型材的焊接中,該技術(shù)成功將因熱變形導(dǎo)致的熔深不均度控制在5%以?xún)?nèi),徹底解決了此類(lèi)材料焊接中因?qū)峥臁⒆冃未蠖l(fā)的熔透不良難題,保障了焊接接頭的整體性能均一性。集成局部真空室或尾氣保護(hù)拖罩,實(shí)現(xiàn)壓力容器高合金材料的大氣污染敏感焊縫保護(hù)。山東全自動(dòng)鋼管法蘭焊接設(shè)備管法蘭專(zhuān)機(jī)廠家直銷(xiāo)

針對(duì)厚壁管道焊接中打底要求熔透均勻、填充要求高效快速的矛盾需求,本專(zhuān)機(jī)創(chuàng)新采用脈沖協(xié)同雙送絲技術(shù)。該系統(tǒng)配備兩套的送絲機(jī)與送絲軟管,但共享一個(gè)特制焊槍。在管道根焊(打底)階段,采用前絲進(jìn)行冷絲或熱絲TIG焊,通過(guò)精確的脈沖電弧控制實(shí)現(xiàn)單面焊雙面成型,確保背部成形美觀且熔合良好。完成打底后,系統(tǒng)無(wú)縫切換至“前后雙絲協(xié)同”模式:前絲仍為T(mén)IG電弧,作為主要熱源維持熔池;后絲為MIG/MAG電弧,以較高速度送入熔池進(jìn)行填充。兩根焊絲的電弧在相位和空間上精密協(xié)同,避免了相互干擾。此方案融合了TIG焊高質(zhì)量與MAG焊高效率的優(yōu)點(diǎn),在填充蓋面階段,熔敷效率較純TIG焊提升2-3倍,大幅縮短了厚壁管道的焊接周期。同時(shí),由于熱源主要集中于TIG電弧,整體熱輸入仍得到較好控制,有利于保持接頭性能。此技術(shù)廣泛應(yīng)用于化工、電力行業(yè)厚壁主蒸汽管道、加氫反應(yīng)器進(jìn)出口管道的焊接。排水管管法蘭專(zhuān)機(jī)多少錢(qián)專(zhuān)機(jī)配置焊縫冷卻速率精確調(diào)控模塊,通過(guò)霧化冷卻保證不銹鋼焊接敏化溫度區(qū)間。
封頭瓜瓣拼接焊縫是復(fù)雜的三維空間曲線,傳統(tǒng)手工示教編程耗時(shí)極長(zhǎng)且精度依賴(lài)技師經(jīng)驗(yàn)。本專(zhuān)機(jī)配套的數(shù)字孿生離線編程系統(tǒng)徹底改變了這前列程。用戶(hù)在軟件中導(dǎo)入封頭的三維CAD模型,并定義拼接焊縫的位置。系統(tǒng)自動(dòng)根據(jù)焊縫所處的雙曲率曲面幾何特征、設(shè)定的焊槍姿態(tài)(如垂直于曲面)、焊接工藝參數(shù)(擺動(dòng)、速度等),通過(guò)內(nèi)置的路徑規(guī)劃算法,無(wú)碰撞地計(jì)算出機(jī)器人各軸的比較好運(yùn)動(dòng)軌跡。更重要的是,該系統(tǒng)構(gòu)建了機(jī)器人、變位機(jī)與工件的精確數(shù)字孿生模型,編程完成后可進(jìn)行全流程3D動(dòng)態(tài)仿真,驗(yàn)證可達(dá)性、干涉性與運(yùn)動(dòng)平滑性。仿真無(wú)誤后,程序可直接下載至專(zhuān)機(jī)控制器執(zhí)行。此技術(shù)將原本需要數(shù)天完成的復(fù)雜空間焊縫編程工作,縮短至幾小時(shí)內(nèi),且程序精度達(dá)到毫米級(jí)。它使小批量、多規(guī)格的封頭生產(chǎn)實(shí)現(xiàn)了快速換產(chǎn),特別適用于航天燃料貯箱、大型化工反應(yīng)釜等**裝備的定制化制造,是智能制造在重型焊接領(lǐng)域的成功實(shí)踐。
在諸如建筑鋼結(jié)構(gòu)預(yù)埋管、標(biāo)準(zhǔn)閥門(mén)組等單一規(guī)格產(chǎn)品的大規(guī)模制造中,為了突破單焊炬焊接的效率瓶頸,可以定制開(kāi)發(fā)多焊炬同步焊接管法蘭專(zhuān)機(jī)。該設(shè)備在同一個(gè)龍門(mén)架或機(jī)器人驅(qū)動(dòng)單元上,并行安裝兩套或更多套單獨(dú)的焊炬、送絲系統(tǒng)及焊接電源。通過(guò)精密的機(jī)械設(shè)計(jì)與同步控制算法,多把焊槍可以同時(shí)對(duì)同一個(gè)工件上的多個(gè)相同焊縫(如一個(gè)法蘭的兩條對(duì)稱(chēng)焊縫)或同一個(gè)大周長(zhǎng)焊縫的不同區(qū)段進(jìn)行施焊。例如,在焊接大口徑法蘭時(shí),兩把焊炬可從同一直徑的兩端開(kāi)始,相向而行,將總焊接時(shí)間直接減半。這種方案需要解決電弧間的電磁干擾、氣體保護(hù)相互影響以及熱輸入集中等問(wèn)題。能夠滿(mǎn)足汽車(chē)排氣系統(tǒng)、模塊化建筑單元等行業(yè)的超大規(guī)模生產(chǎn)需求。模塊化變位器設(shè)計(jì)使一臺(tái)主機(jī)可便捷切換,分別完成電機(jī)軸的旋轉(zhuǎn)焊與筒體的直縫焊。
針對(duì)電站鍋爐、海洋平臺(tái)、石油煉化等現(xiàn)場(chǎng)安裝工況,管道位置固定、空間狹窄,大型設(shè)備難以進(jìn)入。本專(zhuān)機(jī)采用模塊化、輕量化設(shè)計(jì),為一套高剛性但重量輕的環(huán)形軌道和智能爬行小車(chē)。軌道采用鋁合金或復(fù)合材料制成,可靈活拼裝,適應(yīng)從DN150到DN1500以上各種管徑。爬行小車(chē)集成焊接電源、送絲機(jī)構(gòu)、控制系統(tǒng)和焊槍于一體,結(jié)構(gòu)緊湊,通過(guò)電機(jī)驅(qū)動(dòng)沿軌道勻速爬行,完成360度環(huán)縫焊接。部分型號(hào)甚至具備“無(wú)軌道磁吸附爬行”功能,適用于無(wú)法安裝軌道的特殊場(chǎng)合。專(zhuān)機(jī)操作通過(guò)遙控器或平板電腦進(jìn)行,人機(jī)界面友好。這種設(shè)計(jì)將自動(dòng)化焊接的優(yōu)勢(shì)延伸至條件艱苦的安裝現(xiàn)場(chǎng),明顯降低焊工勞動(dòng)強(qiáng)度,并克服了手工焊在受限空間內(nèi)姿態(tài)難以保持穩(wěn)定的缺點(diǎn),保障了現(xiàn)場(chǎng)安裝焊口與工廠預(yù)制焊口同等質(zhì)量水平,是實(shí)現(xiàn)管道建設(shè)全流程自動(dòng)化的重要一環(huán)。專(zhuān)機(jī)配置雙送絲系統(tǒng),支持冷絲/熱絲填充的任意組合,提升熔敷效率與工藝柔性。浙江彎頭法蘭管管對(duì)接管法蘭專(zhuān)機(jī)價(jià)格
模塊化設(shè)計(jì)支持快換裝夾具與焊槍?zhuān)`活適應(yīng)DN50-DN1000等多種法蘭規(guī)格。山東全自動(dòng)鋼管法蘭焊接設(shè)備管法蘭專(zhuān)機(jī)廠家直銷(xiāo)
奧氏體不銹鋼焊接時(shí),若焊縫在450-850℃的“敏化溫度區(qū)間”停留時(shí)間過(guò)長(zhǎng),碳化物會(huì)在晶界析出,導(dǎo)致晶間腐蝕抗力急劇下降。傳統(tǒng)焊接難以精確控制此區(qū)間的冷卻速度。本專(zhuān)機(jī)的冷卻速率調(diào)控模塊,在焊槍后方安裝了一組可精確控制的霧化冷卻噴嘴。系統(tǒng)實(shí)時(shí)采集焊縫表面的紅外溫度場(chǎng)數(shù)據(jù),當(dāng)預(yù)測(cè)到熱影響區(qū)將進(jìn)入敏化區(qū)間時(shí),模塊自動(dòng)啟動(dòng),噴射極細(xì)的霧化冷卻介質(zhì)(通常為去離子水霧或氬氣霧)。冷卻的強(qiáng)度、范圍和啟停時(shí)間均由算法根據(jù)材料厚度、熱輸入和實(shí)測(cè)溫度曲線動(dòng)態(tài)決定。通過(guò)這種主動(dòng)干預(yù),可以將不銹鋼接頭在敏化區(qū)間的冷卻時(shí)間(Δt8/5)從無(wú)法控制的數(shù)十秒縮短至安全范圍(如對(duì)于304不銹鋼,控制在30秒以?xún)?nèi)),有效抑制碳化鉻的析出。該技術(shù)對(duì)于化工行業(yè)大型不銹鋼塔器、管道以及核電非能動(dòng)安全殼的焊接至關(guān)重要,它使焊縫在保持良好力學(xué)性能的同時(shí),通過(guò)了嚴(yán)格的晶間腐蝕試驗(yàn)(如ASTM A262 Practice E),確保了設(shè)備在腐蝕環(huán)境下的長(zhǎng)期服役安全。山東全自動(dòng)鋼管法蘭焊接設(shè)備管法蘭專(zhuān)機(jī)廠家直銷(xiāo)
昆山博爾勒自動(dòng)化科技有限公司是一家有著先進(jìn)的發(fā)展理念,先進(jìn)的管理經(jīng)驗(yàn),在發(fā)展過(guò)程中不斷完善自己,要求自己,不斷創(chuàng)新,時(shí)刻準(zhǔn)備著迎接更多挑戰(zhàn)的活力公司,在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中匯聚了大量的人脈以及**,在業(yè)界也收獲了很多良好的評(píng)價(jià),這些都源自于自身的努力和大家共同進(jìn)步的結(jié)果,這些評(píng)價(jià)對(duì)我們而言是比較好的前進(jìn)動(dòng)力,也促使我們?cè)谝院蟮牡缆飞媳3謯^發(fā)圖強(qiáng)、一往無(wú)前的進(jìn)取創(chuàng)新精神,努力把公司發(fā)展戰(zhàn)略推向一個(gè)新高度,在全體員工共同努力之下,全力拼搏將共同昆山博爾勒自動(dòng)化科技供應(yīng)和您一起攜手走向更好的未來(lái),創(chuàng)造更有價(jià)值的產(chǎn)品,我們將以更好的狀態(tài),更認(rèn)真的態(tài)度,更飽滿(mǎn)的精力去創(chuàng)造,去拼搏,去努力,讓我們一起更好更快的成長(zhǎng)!
- 山東全自動(dòng)鋼管法蘭焊接設(shè)備管法蘭專(zhuān)機(jī)廠家直銷(xiāo) 2025-12-22
- 西安管焊接機(jī)推薦 2025-12-22
- 湖南碳鋼管管板焊接機(jī)多少錢(qián) 2025-12-22
- 廣東全自動(dòng)鋼管法蘭焊接設(shè)備管法蘭專(zhuān)機(jī)企業(yè) 2025-12-22
- 專(zhuān)業(yè)管板焊接機(jī)配件 2025-12-22
- 陜西碳鋼管法蘭專(zhuān)機(jī)地址 2025-12-22
- 安徽中厚管管法蘭專(zhuān)機(jī)焊接電源 2025-12-22
- 廣東博爾勒焊接機(jī) 2025-12-22
- 陜西管道安裝行業(yè)焊接機(jī)租賃 2025-12-22
- 廣東超純水供應(yīng)行業(yè)焊接機(jī)如何更換鎢棒 2025-12-22
- 恒壓型PE管分水器焊接報(bào)告齊全 2025-12-22
- 浙江單腔鋁箔餐盒模具直銷(xiāo) 2025-12-22
- 秦淮區(qū)多功能鍋爐離心引風(fēng)機(jī) 2025-12-22
- 連云港葉輪關(guān)風(fēng)機(jī)供應(yīng)商 2025-12-22
- 南京T型龍骨機(jī)定制 2025-12-22
- 紡織廠傳輸系統(tǒng)服務(wù)價(jià)格 2025-12-22
- 吉林KUKA工業(yè)機(jī)器人廠家現(xiàn)貨 2025-12-22
- 南京原裝進(jìn)口保險(xiǎn)柜多少錢(qián) 2025-12-22
- 江蘇特種激光全息制版系統(tǒng)廠家電話 2025-12-22
- 廣西流量閥附件 2025-12-22