廣州微型縮管機(jī)供應(yīng)商
縮管機(jī)的操作需要操作人員具備一定的專業(yè)技能和知識。操作人員應(yīng)熟悉縮管機(jī)的結(jié)構(gòu)、工作原理和操作流程,能夠正確地進(jìn)行設(shè)備的啟動、運(yùn)行和停止操作。同時,操作人員要掌握管材縮徑的相關(guān)工藝知識,了解不同材質(zhì)、規(guī)格的管材在縮徑過程中的特點(diǎn)和要求,能夠根據(jù)實(shí)際情況合理設(shè)置縮徑參數(shù)。此外,操作人員還應(yīng)具備一定的設(shè)備維護(hù)和故障排除能力,能夠定期對設(shè)備進(jìn)行保養(yǎng)和維護(hù),及時發(fā)現(xiàn)并解決設(shè)備運(yùn)行過程中出現(xiàn)的問題。為了提高操作人員的技能水平,企業(yè)應(yīng)定期組織操作人員進(jìn)行培訓(xùn)和考核,不斷更新他們的知識和技能,確保操作人員能夠熟練掌握縮管機(jī)的操作技術(shù)和維護(hù)方法,為企業(yè)的高效生產(chǎn)提供保障。縮管機(jī)在通信設(shè)備冷卻管、接頭組件加工中需求多。廣州微型縮管機(jī)供應(yīng)商

加工精度是縮管機(jī)的關(guān)鍵評價指標(biāo),直接反映其技術(shù)水平與應(yīng)用價值。精度控制涉及多個維度:首先是管徑尺寸的公差范圍,高級縮管機(jī)可將誤差控制在±0.05mm以內(nèi),滿足精密儀器與高級裝備的需求;其次是管材的同軸度,即壓縮后管徑的圓心與原始軸線的偏移量,同軸度偏差過大會導(dǎo)致連接部位應(yīng)力集中,影響結(jié)構(gòu)強(qiáng)度;此外,表面粗糙度也是關(guān)鍵指標(biāo),粗糙的管壁會降低密封性能并加速磨損,因此模具需具備高光潔度,并配合適當(dāng)?shù)臐櫥に嚒Y|(zhì)量控制方面,縮管機(jī)通常采用閉環(huán)反饋系統(tǒng),通過位移傳感器與壓力傳感器實(shí)時采集數(shù)據(jù),并與預(yù)設(shè)參數(shù)對比,一旦出現(xiàn)偏差立即調(diào)整加工參數(shù)或停機(jī)報警。部分機(jī)型還集成視覺檢測模塊,對管材表面缺陷進(jìn)行在線識別,如裂紋、褶皺或過度減薄,確保每一件產(chǎn)品都符合質(zhì)量標(biāo)準(zhǔn)。這種全流程的精度控制,使縮管機(jī)能夠勝任對可靠性要求極高的應(yīng)用場景,如液壓系統(tǒng)管路、燃?xì)廨斔凸艿赖取:颖眴喂の豢s管機(jī)供應(yīng)商縮管機(jī)可實(shí)現(xiàn)自動化連續(xù)作業(yè),提升批量生產(chǎn)效率。
縮管機(jī)的靈活性也是其優(yōu)勢之一。它能夠適應(yīng)不同規(guī)格和材質(zhì)的管材加工需求,無論是鋼管、銅管還是鋁管,無論是圓形管、方形管還是異形管,縮管機(jī)都能通過更換相應(yīng)的模具和調(diào)整加工參數(shù),實(shí)現(xiàn)對不同管材的精確壓縮處理。這種靈活性使得縮管機(jī)能夠普遍應(yīng)用于多個行業(yè),滿足不同客戶的個性化需求。同時,縮管機(jī)還可以根據(jù)生產(chǎn)線的實(shí)際需求進(jìn)行定制化設(shè)計,如增加自動化上下料裝置、集成到生產(chǎn)線上等,進(jìn)一步提高生產(chǎn)效率和自動化程度,為企業(yè)創(chuàng)造更大的價值。
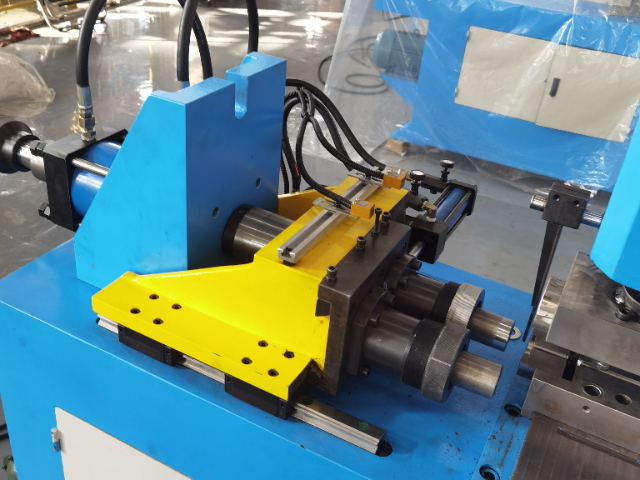
縮管機(jī)作為金屬加工領(lǐng)域的重要設(shè)備,以其獨(dú)特的功能、高效的性能、簡便的操作、高精度的控制、良好的耐用性、靈活性、環(huán)保性、安全性、技術(shù)創(chuàng)新性、提高生產(chǎn)效率、加工質(zhì)量穩(wěn)定性、操作舒適性、模塊化設(shè)計和智能化發(fā)展等諸多優(yōu)勢,在眾多工業(yè)場景中發(fā)揮著不可替代的作用。隨著科技的不斷進(jìn)步和工業(yè)的不斷發(fā)展,縮管機(jī)將繼續(xù)不斷升級和改進(jìn),為金屬加工行業(yè)的發(fā)展和進(jìn)步做出更大的貢獻(xiàn)。縮管機(jī)的關(guān)鍵構(gòu)造是機(jī)械功能實(shí)現(xiàn)的基礎(chǔ),其設(shè)計融合了力學(xué)原理與精密制造工藝。主體框架通常采用強(qiáng)度高合金鋼或鑄鐵材料,經(jīng)過時效處理消除內(nèi)應(yīng)力,確保長期使用中不變形。縮管機(jī)可實(shí)現(xiàn)較小縮徑率達(dá)30%以上的高變形加工。
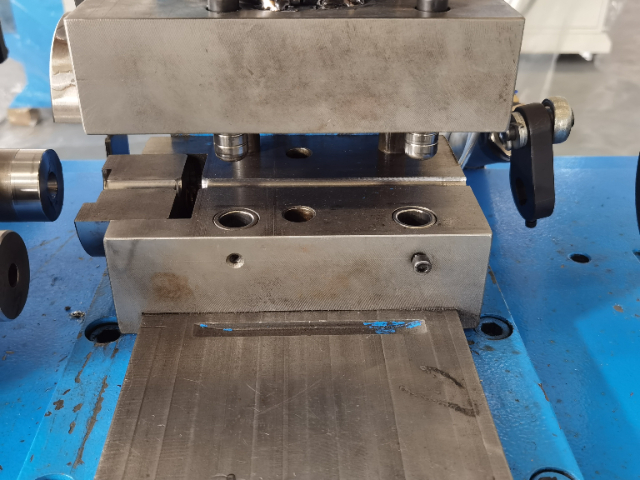
縮管機(jī)的加工精度是衡量設(shè)備性能的關(guān)鍵指標(biāo),其控制涉及機(jī)械、液壓、電氣多系統(tǒng)協(xié)同。機(jī)械精度方面,模具制造誤差需控制在±0.01mm以內(nèi),通過三坐標(biāo)測量儀進(jìn)行全尺寸檢測,確保模具錐度、圓度等參數(shù)符合設(shè)計要求。液壓系統(tǒng)則通過比例閥實(shí)現(xiàn)壓力閉環(huán)控制,系統(tǒng)實(shí)時監(jiān)測液壓缸位移與壓力值,自動調(diào)整輸出壓力,消除因油溫變化或負(fù)載波動導(dǎo)致的精度偏差。電氣控制層面,編碼器與光柵尺組成位置反饋系統(tǒng),將模具位移信號實(shí)時傳輸至PLC,當(dāng)實(shí)際位置與設(shè)定值偏差超過0.05mm時,系統(tǒng)自動觸發(fā)補(bǔ)償程序,通過調(diào)整液壓閥開度修正位移誤差。此外,環(huán)境因素對精度的影響也不容忽視,加工車間需保持恒溫(20±2℃)、恒濕(50%±10%),避免溫度變化導(dǎo)致設(shè)備熱變形或管材尺寸波動。縮管機(jī)配備專門用于除塵系統(tǒng),防止細(xì)微金屬粉塵擴(kuò)散。廣州微型縮管機(jī)供應(yīng)商
縮管機(jī)可集成自動上下料系統(tǒng),實(shí)現(xiàn)無人化生產(chǎn)流程。廣州微型縮管機(jī)供應(yīng)商
液壓系統(tǒng)作為動力源,由高壓泵、控制閥組和液壓缸組成,通過油液的循環(huán)傳遞壓力,驅(qū)動模具完成縮徑動作。模具部分是縮管機(jī)的關(guān)鍵執(zhí)行單元,采用模塊化設(shè)計,可根據(jù)管材材質(zhì)(如碳鋼、不銹鋼、銅合金)和縮徑需求快速更換。模具表面經(jīng)過淬火處理,硬度可達(dá)HRC58-62,既保證耐磨性,又避免過度磨損導(dǎo)致管材表面劃傷。傳動系統(tǒng)則通過齒輪或鏈條將動力分配至各執(zhí)行部件,確保同步性,減少因動力不均引發(fā)的加工誤差。此外,電氣控制系統(tǒng)集成PLC模塊,實(shí)現(xiàn)自動化參數(shù)調(diào)節(jié),操作人員可通過觸摸屏設(shè)定縮徑長度、壓力值等參數(shù),系統(tǒng)根據(jù)預(yù)設(shè)邏輯自動完成加工流程,大幅降低人為干預(yù)風(fēng)險。廣州微型縮管機(jī)供應(yīng)商
- 青島自動切管機(jī)訂購 2025-12-12
- 青島新款切管機(jī)哪家靠譜 2025-12-11
- 鋼管縮管機(jī)哪家好 2025-12-11
- 710切鋁機(jī)哪家好 2025-12-11
- 廣東大型縮管機(jī)品牌有哪些 2025-12-11
- 深圳全自動切管機(jī)批發(fā)價格 2025-12-11
- 重慶橫推切管機(jī)供貨商 2025-12-11
- 浙江3軸彎管機(jī)排行榜 2025-12-11
- 廣州雙頭彎管機(jī)提供商 2025-12-10
- 張家港全自動切管機(jī)生產(chǎn)商 2025-12-10
- 姑蘇區(qū)安裝電子壓力機(jī)哪里買 2025-12-12
- 閔行區(qū)比較好的地漏推薦貨源 2025-12-12
- 南寧機(jī)器人實(shí)訓(xùn)平臺代理商 2025-12-12
- 浙江智能設(shè)備多少錢 2025-12-12
- 安徽醫(yī)用級全空氣系統(tǒng) 2025-12-12
- 寶山區(qū)靠譜的物聯(lián)網(wǎng)技術(shù) 2025-12-12
- A2FE6.7-F 內(nèi)藏式定量泵哪家好 2025-12-12
- 貴州智能非侵入式電動執(zhí)行器廠家 2025-12-12
- 安徽靜音空壓機(jī)市價 2025-12-12
- 天津自動化制釘機(jī)多少錢 2025-12-12