杭州碳鋼縮管機公司
縮管機的可靠運行離不開科學的維護保養。日常維護包括清潔設備表面、檢查液壓油位與油質、潤滑運動部件等,這些操作能夠防止灰塵積累與部件磨損,延長設備壽命。定期保養則涉及更深入的檢查與調整:例如,更換液壓油濾芯以保持油液清潔,校準傳感器確保數據準確,檢查模具磨損情況并及時修復或更換。關鍵部件的維護尤為重要,如液壓系統的密封件需定期更換,防止泄漏導致壓力下降;模具表面需定期拋光,維持光潔度以避免管材劃傷。此外,操作人員的培訓也是維護保養的重要環節,正確的操作習慣能夠減少設備異常磨損,如避免在高壓下突然停機、防止模具碰撞等。通過系統化的維護保養,縮管機的使用壽命可延長至10年以上,為企業創造長期價值。縮管機支持單縮、多級縮口及階梯式變徑成型工藝。杭州碳鋼縮管機公司
確保縮管機縮徑質量是工業生產中的重要環節,需要采用科學合理的檢測方法對縮徑后的管材進行質量檢測。常用的檢測方法包括外觀檢測、尺寸檢測和性能檢測等。外觀檢測主要是通過目視觀察管材的表面質量,檢查管材表面是否有裂紋、褶皺、劃痕、氧化皮等缺陷。對于一些對表面質量要求較高的管材,還可以使用放大鏡或顯微鏡進行更細致的觀察。尺寸檢測是確保管材縮徑尺寸符合要求的關鍵環節,常用的檢測工具有卡尺、千分尺、內徑量表等。通過這些工具可以準確測量管材的外徑、內徑、壁厚等尺寸參數,并與預設的尺寸要求進行對比,判斷管材的尺寸精度是否合格。性能檢測則是對管材的力學性能進行檢測,如拉伸強度、屈服強度、硬度等。通過性能檢測可以了解管材在縮徑后的力學性能變化情況,確保管材能夠滿足實際使用的要求。河北自動縮管機使用方法縮管機配備智能報警系統,提示模具磨損與異常。
縮管機的精度控制是衡量其性能的關鍵指標,影響精度的因素包括模具磨損、液壓系統壓力波動、管材裝夾偏心與環境溫度變化等。模具磨損會導致配合間隙增大,使縮徑后管材外徑偏大,需通過定期更換模具或采用硬質合金涂層延長使用壽命;液壓系統壓力波動會引發形變不穩定,需配備蓄能器與比例閥實現壓力閉環控制;管材裝夾偏心則需優化夾具設計,例如采用自定心夾具或激光對中系統;環境溫度變化會引起材料熱脹冷縮,需在控制系統中設置溫度補償模塊,自動調整加工參數。通過這些技術的綜合應用,現代縮管機的加工精度可穩定控制在±0.05mm以內,滿足高精度管材加工需求。
縮管機的精度控制是衡量其性能的關鍵指標。影響精度的因素包括模具磨損、液壓系統壓力波動、管材裝夾偏心等。為提升精度,現代縮管機采用多項誤差補償技術:模具磨損補償通過傳感器實時監測模具間隙,自動調整壓力參數以抵消磨損影響;液壓系統壓力補償利用比例閥實現壓力的閉環控制,確保壓力穩定性;管材裝夾偏心補償則通過激光定位系統檢測管材軸線,自動修正模具位置。此外,設備還配備溫度補償功能,針對不同環境溫度調整加工參數,避免熱脹冷縮導致的尺寸偏差。通過這些技術的綜合應用,縮管機的加工精度可穩定控制在±0.05mm以內,滿足高精度管材加工需求。縮管機可實現小批量定制與大批量生產的靈活切換。

加工精度是衡量縮管機性能的關鍵指標,其控制涉及機械設計、材料選擇及工藝優化等多個層面。在機械設計方面,縮管機的主軸需采用高剛性結構,以減少變形對加工精度的影響;同時,導軌與滑塊的配合間隙需控制在微米級,通過精密刮研或滾珠導軌技術實現無間隙傳動。材料選擇上,模具與管材的摩擦系數需通過表面處理技術(如鍍硬鉻、氮化處理)進行優化,以降低摩擦生熱導致的材料膨脹誤差。工藝優化則包括預壓縮、多級壓縮等策略,通過分階段施加壓力,使金屬變形逐步均勻化,避免因瞬時高壓產生的裂紋或褶皺。此外,現代縮管機還引入了閉環控制系統,通過激光位移傳感器或壓力傳感器實時反饋加工數據,動態修正參數偏差,將精度誤差控制在±0.05mm以內,滿足航空航天、醫療器械等高精度領域的需求。縮管機支持手動調試與自動運行兩種操作模式。杭州碳鋼縮管機公司
縮管機支持多任務隊列管理,提升生產調度效率。杭州碳鋼縮管機公司
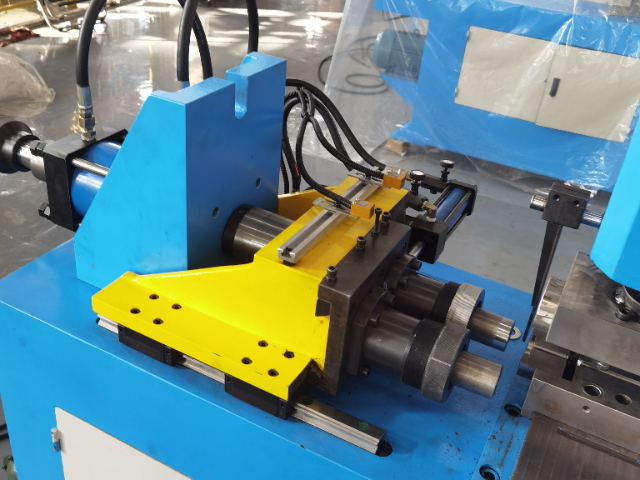
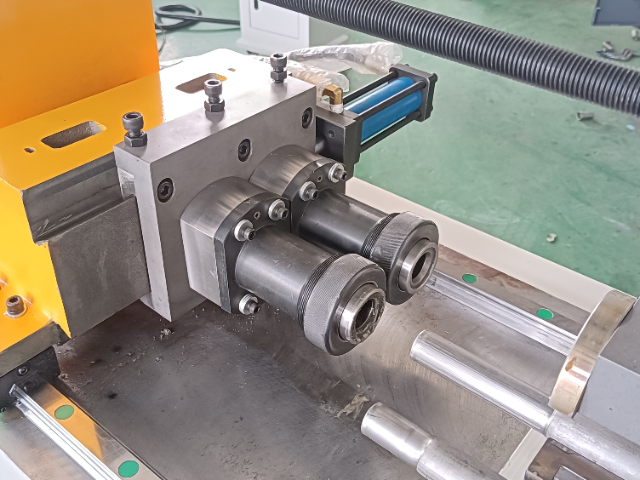
縮管機是一個復雜的機械系統,由多個部分協同工作完成管材縮徑任務。其主體結構通常包括機架、縮徑模具、動力裝置、傳動系統和控制系統等。機架是整個設備的支撐基礎,它需要具備足夠的強度和剛度,以承受縮徑過程中產生的巨大作用力,確保設備在運行過程中的穩定性。縮徑模具是縮管機的關鍵部件之一,它直接決定了管材縮徑后的形狀和尺寸精度。模具的設計和制造需要考慮到管材的材質、直徑、壁厚等因素,以保證縮徑過程的順利進行和縮徑質量的穩定。動力裝置為縮管機提供運行所需的能量,常見的動力源有電動機、液壓馬達等。傳動系統則將動力裝置產生的動力傳遞到縮徑模具,使其按照預定的運動軌跡和速度對管材進行縮徑操作。控制系統則負責對整個設備的運行進行監控和調節,確保設備能夠按照預設的參數準確、穩定地工作。杭州碳鋼縮管機公司
- 青島自動切管機訂購 2025-12-12
- 青島新款切管機哪家靠譜 2025-12-11
- 鋼管縮管機哪家好 2025-12-11
- 710切鋁機哪家好 2025-12-11
- 廣東大型縮管機品牌有哪些 2025-12-11
- 深圳全自動切管機批發價格 2025-12-11
- 重慶橫推切管機供貨商 2025-12-11
- 浙江3軸彎管機排行榜 2025-12-11
- 廣州雙頭彎管機提供商 2025-12-10
- 張家港全自動切管機生產商 2025-12-10
- 姑蘇區安裝電子壓力機哪里買 2025-12-12
- 閔行區比較好的地漏推薦貨源 2025-12-12
- 南寧機器人實訓平臺代理商 2025-12-12
- 浙江智能設備多少錢 2025-12-12
- 安徽醫用級全空氣系統 2025-12-12
- 寶山區靠譜的物聯網技術 2025-12-12
- A2FE6.7-F 內藏式定量泵哪家好 2025-12-12
- 貴州智能非侵入式電動執行器廠家 2025-12-12
- 安徽靜音空壓機市價 2025-12-12
- 天津自動化制釘機多少錢 2025-12-12