相城區常規工裝夾具維保

(2)點固焊后,松開快撤式螺旋夾緊器件,拔出插銷,取下進行焊接;(3)將焊件再放置于夾具體上,由擋銷、擋板將焊件定位,由螺旋夾緊器夾緊焊件;之后將螺母M6和喇叭支座的組件放置焊件之上并由螺旋夾緊機構上的錐頭銷釘和螺旋夾緊機構的壓板上的開的凹槽來定位由螺旋夾緊機構夾緊;光纖研磨夾具(4)對螺母M6和喇叭支座的組件與撐桿進行三面焊,然后松開所有螺旋夾緊器,夾緊螺母M6和喇叭支座的組件的螺旋夾緊機構的壓板被彈簧彈起,其上的定位錐頭銷釘隨之脫離焊件,然后將壓板推出使一端脫離螺旋夾緊機構螺柱,將壓板旋轉到焊件一邊,之后取出焊件。虎丘區購買工裝夾具市場價隨著科技的進步和制造業的發展,工裝夾具將不斷朝著智能化、模塊化、高精度和綠色化方向發展。
(1)固定部分它是分度裝置的基體,其功能相當于夾具體。它通常采用經過時效處理的灰鑄鐵制造,精密基體則可選用孕育鑄鐵。孕育鑄鐵有較好韻耐磨性、吸振性和剛度。(2)轉動部分轉動部分包括回轉盤、襯套和轉軸等。回轉盤通常用45鋼經淬火或20鋼經滲碳淬火加工制成。轉盤工作平面的平面度公差為0.01mm,端面的圓跳動公差為0.01一0.015mm,工作面對底面的平行度公差為0.01~0.02mm。軸承的間隙一般應在0.005~0.008mm之間,以減小分度誤差。
按夾緊分類機床夾具根據夾具所采用的夾緊動力源不同,可分為:手動夾具、氣動夾具、液壓夾具、氣液夾具、電動夾具、磁力夾具、真空夾具等。1、能穩定地保證工件的加工精度用夾具裝夾工件時,工件相對于刀具及機床的位置精度由夾具保證,不受工人技術水平的影響,使一批工件的加工精度趨于一致。2、能減少輔助工時,提高勞動生產率使用夾具裝夾工件方便、快速,工件不需要劃線找正,可***地減少輔助工時;工件在夾具中裝夾后提高了工件的剛性,可加大切削用量;可使用多件、多工位裝夾工件的夾具,并可采用高效夾緊機構,進一步提高勞動生產率。提高生產效率:通過快速定位和夾緊工件,減少加工時間。

模具打開后,塑件傾向于收縮和粘在模具型芯上(通常是離注射裝置**遠的半模),必須借助一個模具系統提供的頂出板來脫模。 [2]組成夾緊裝置一般由三部分組成,如圖所示1)動力源裝置動力源裝置是產生夾緊作用力的裝置,分為兩類:手動夾緊和機動夾緊。手動夾緊比較費時費力,因此實際生產中大多采用機動夾緊,如氣動、電動、液壓、電磁、真空等夾緊動力裝置。上圖中的汽缸l就是動力源裝置。2)夾緊元件夾緊元件是與工件直接接觸實施夾緊的執行元件。上圖中的壓板3就是夾緊元件。切割:采用鋸床、切割機等設備,將材料切割成所需形狀和尺寸。蘇州通用工裝夾具維保
裝配:將焊接好的部件進行裝配,安裝緊固件、連接件等,完成工裝夾具的制作。相城區常規工裝夾具維保
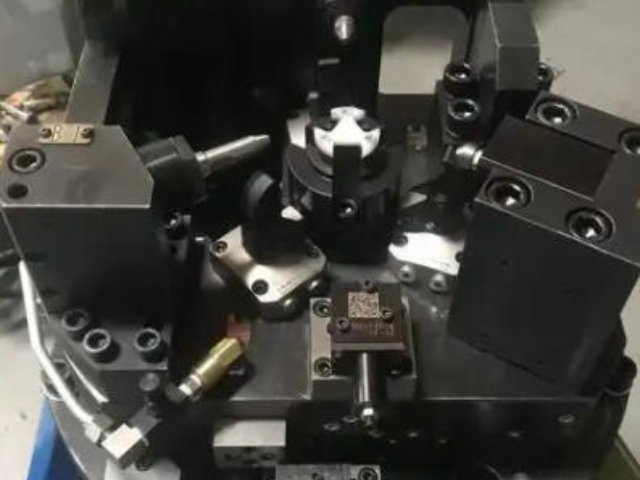
焊接夾具是通過機械結構約束焊接工件的**裝備,其**功能在于實現焊接過程中工件的精細定位與穩固夾持,從而有效控制焊接變形。根據工業應用場景的不同,焊接夾具可分為管材焊接夾具、汽車零件夾具、鈑金防翹夾具等類型。現代焊接夾具普遍采用模塊化設計,包含夾持組件、傳動機構和定位裝置三大**模塊,通過齒輪齒板嚙合、液壓驅動等技術實現夾持力的精確控制 [1]。在結構創新方面,典型技術方案包含U形夾口防變形設計、曲面壓板適配鋼管外形、多連桿協同夾緊等機械優化手段。部分企業已推出集成液壓/氣動系統的自動化夾具,與工業機器人工作站形成完整焊接解決方案。截至2025年6月,相關領域累計授權實用新型專利超過126項,涉及快速定位、自動翻轉、柔性夾持等關鍵技術突破 [2]相城區常規工裝夾具維保
蘇州歐尚德精密機械有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標,有組織有體系的公司,堅持于帶領員工在未來的道路上大放光明,攜手共畫藍圖,在江蘇省等地區的機械及行業設備行業中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶口碑,為公司的發展奠定的良好的行業基礎,也希望未來公司能成為*****,努力為行業領域的發展奉獻出自己的一份力量,我們相信精益求精的工作態度和不斷的完善創新理念以及自強不息,斗志昂揚的的企業精神將**歐尚德供應和您一起攜手步入輝煌,共創佳績,一直以來,公司貫徹執行科學管理、創新發展、誠實守信的方針,員工精誠努力,協同奮取,以品質、服務來贏得市場,我們一直在路上!
- 太倉比較好的感應式編碼器生產廠家 2025-12-24
- 姑蘇區比較好的感應式編碼器設備廠家 2025-12-24
- 昆山銷售精密模具有幾種 2025-12-24
- 高新區本地感應式編碼器設備廠家 2025-12-24
- 工業園區直銷感應式編碼器設備廠家 2025-12-24
- 相城區本地感應式編碼器有幾種 2025-12-24
- 姑蘇區銷售工裝夾具報價 2025-12-24
- 蘇州常規精密模具維保 2025-12-24
- 工業園區通用感應式編碼器選擇 2025-12-24
- 虎丘區直銷工裝夾具設備廠家 2025-12-23
- 密云區碳氫超聲波清洗機效果 2025-12-24
- 鈦金屬注射成型多少錢 2025-12-24
- 昆山實心冰塊哪家好 2025-12-24
- 溫州密閉式加熱一體機 2025-12-24
- 黑龍江直銷反沖洗過濾器品牌哪家好 2025-12-24
- 安徽凹版彩印印刷機供應商 2025-12-24
- 廣東橡膠廠一體擾流除臭設備公司推薦 2025-12-24
- 寶山區工業機器人制造制造價格 2025-12-24
- 松江區購買成型打彎 2025-12-24
- 溧水區使用層壓機 2025-12-24