太倉全自動精密模具有幾種
非金屬模具分為:塑料模具、無機非金屬模具、砂型模具、真空模具和石蠟模具等。其中,隨著高分子塑料的快速發展,塑料模具與人們的生活密切相關。塑料模具一般可分為:注射成型模具,擠塑成型模具,氣輔成型模具等。模具除其本身外,還需要模座、模架、模芯導致制件頂出裝置等,這些部件一般都制成通用型。 模具企業需要做大做精,要根據市場需求,及技術、資金、設備等條件,確定產品定位和市場定位,這些做法尤其值得小型模具企業學習和借鑒,集中力量逐步形成自己的技術優勢和產品優勢。所以,我國模具企業必須積極努力借鑒國外這些先進企業的經驗,以便其未來更好的發展。隨著制造業的不斷發展,對精密模具的需求也在不斷增加。太倉全自動精密模具有幾種

除此之外,還有泡沫塑料成型模具、玻纖增強塑料低壓成型模具等等。其它分類(1)熱流道模具借助加熱裝置使澆注系統中的塑料不會凝固,也不會隨制品脫模,所以又稱無流道模。優點:1)無廢料 2)可降低注射壓力,可以采用多腔模 3)可縮短成型周期 4)提高制品的質量 適合熱流道模塑料的特點:5)塑料的熔融溫度范圍較寬。低溫時,流動性好,高溫時,具有較好的熱穩定性。6)對壓力敏感,不加壓力不流動,但施加壓力時即可流動。7)比熱性好,以便在模具中很快冷卻。可用熱流道的塑料有PE,ABS,POM,PC,HIPS,PS。常用的熱流道有兩種:1)加熱流道模 2)絕熱流道模。江蘇比較好的精密模具維保將受熱融化的材料由高壓射入模腔,經冷卻固化后,得到各式各樣的成形品。
2、幾何形狀設計,設計時,經常要綜合考慮尺寸穩定性及表面質量。例如,制品設計和尺寸穩定性要求采用陰模(凹模),但是表面要求光澤度較高的制品卻要求使用陽模(凸模),這樣一來,塑件訂購方會綜合考慮到這兩點,以使制品能在比較好條件下進行生產。經驗證明,不符合實際加工條件的設計往往是失敗的。3 、尺寸穩定,在成型過程中,塑件與模具接觸的面要比離開模具部分的尺寸穩定性更好。如果日后由于材料剛度的需要要求改變材料厚度,可能導致要將陽模轉換為陰模。塑件的尺寸公差不能低于收縮率的10%。
(2)壓縮成型俗稱壓制成型,是**早成型塑件的方法之一。壓縮成型是將塑料直接加入到具有一定溫度的敞開的模具型腔內,然后閉合模具,在熱與壓力作用下塑料熔融變成流動狀態。由于物理及化學作用,而使塑料硬化成為具有一定形狀和尺寸的常溫保持不變的塑件。壓縮成型主要是用于成型熱固性塑料,如酚醛模塑粉、脲醛與三聚氰胺甲醛模塑粉、玻璃纖維增強酚醛塑料、環氧樹脂、DAP樹脂、有機硅樹脂、聚酰亞胺等的模塑料,還可以成型加工不飽和聚酯料團(DMC)、片狀模塑料(SMC)、預制整體模塑料(BMC)等。一般情況下,常常按壓縮膜上、下模的配合結構,將壓縮模分為溢料式、不溢料式、半溢料式三類。計量精度:要使塑料制品保持較高的穩定性,每次注入模腔的熱熔塑料必須相等。

設計塑料制品時,應首先選定工程塑料材料,而能進行精密注塑的工程塑料又必須選用那些力學性能高、尺寸穩定、抗蠕變性能好、耐環境應力開裂的材料。其次應根據所選擇的塑料材料、成品尺寸精度、件重、質量要求以及預想的模具結構選用適用的注塑機。1.模具快速制造 快速制模技術制模周期短、工藝簡單、易于推廣、制模成本低、精度和壽命能滿足某種特定的功能需要,綜合經濟效益良好,是一種快捷、方便、實用的模具制造技術,特別適用于新產品開發試制、工藝驗證和功能驗證以及多品種小批量生產。2.精密注塑模快速制造技術。3.精密注塑成型技術 。注射速度:注射速度是精度注塑機的一個重要指標。太倉全自動精密模具有幾種
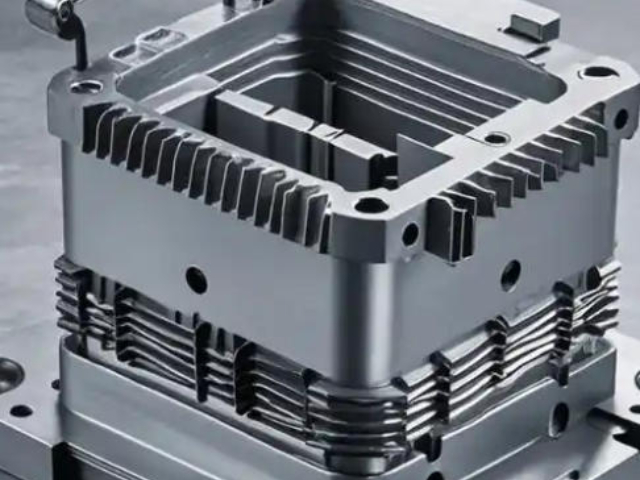
其結構包括主流道、分流道、澆口以及冷卻控溫系統,成型過程涵蓋射料、保壓、冷卻和頂出等階段。太倉全自動精密模具有幾種
(2)硬模內模件所采用的鋼板,買回來后需要進行熱處理,如淬火滲碳,才能達到使用的要求,這樣的注塑模叫硬模,如內模件采用H13鋼,420鋼,S7鋼。(3)軟模(44HRC 以下)內模件所采用的鋼材,買回來后不需要進行熱處理,就能達到使用的要求,這樣的注塑叫軟模。如內模件采用P20鋼,***鋼,420鋼,NAK80,鋁,鈹銅。原理基本原理:雙射成型主要以雙射成型機兩只料管配合兩套模具按先后次序經兩次成型制成雙射產品。工作步驟:1.A原料經A料管射入1次成型模制成單射產品A。太倉全自動精密模具有幾種
蘇州歐尚德精密機械有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的機械及行業設備中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來歐尚德供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 太倉比較好的感應式編碼器生產廠家 2025-12-24
- 姑蘇區比較好的感應式編碼器設備廠家 2025-12-24
- 昆山銷售精密模具有幾種 2025-12-24
- 高新區本地感應式編碼器設備廠家 2025-12-24
- 工業園區直銷感應式編碼器設備廠家 2025-12-24
- 相城區本地感應式編碼器有幾種 2025-12-24
- 高新區便捷式感應式編碼器推薦廠家 2025-12-24
- 姑蘇區銷售工裝夾具報價 2025-12-24
- 常熟直銷工裝夾具報價 2025-12-24
- 蘇州常規精密模具維保 2025-12-24
- 浙江精密中走絲線切割多少錢一臺 2025-12-24
- 北京YAMAHA貼片機怎么樣 2025-12-24
- 重慶回收器廠家 2025-12-24
- 微型裝訂機用戶體驗 2025-12-24
- 浙江防潮防凍速凍冷庫服務 2025-12-24
- 密云區碳氫超聲波清洗機效果 2025-12-24
- 鈦金屬注射成型多少錢 2025-12-24
- 昆山實心冰塊哪家好 2025-12-24
- 浙江別墅電梯費用 2025-12-24
- 天寧區附近伺服電機設備廠家 2025-12-24