河北現代鈑金機械加工銷售廠家
市場調研與分析目標客戶定位:明確鈑金機械加工產品的主要客戶群體,如汽車制造、航空航天、電子設備等行業。竟爭分析:研究竟爭對手的產品特點、市場占有率、價格策略等,找出自身的競爭優勢。需求洞察:通過問卷調查、行業報告等方式,了解目標客戶的需求和痛點。產品優勢提煉技術特點:強調鈑金機械加工產品的精度、耐用性、定制化能力等**優勢。質量認證:展示產品通過的相關質量認證,如ISO9001、CE等,增強客戶信任。案例分享:分享成功案例,如為*企業提供的產品解決方案,突出實際應用效果。誠邀您加入這場制造,用硬核科技突破成本困局,以智能生態搶占產業制高點。河北現代鈑金機械加工銷售廠家

調整放卷機和矯直機之間的張力控制系統,確保放卷速度與矯直速度相匹配。對于較厚的板材,通常需要較大的張力;對于較薄的板材,則需要較小的張力。導向裝置調整:根據板材的寬度和厚度,調整進料口的導向裝置。確保板材在進入矯直區城時保持與設備中心線對齊。入口和出口壓力調整:適當增加入口壓力,確保板材順利通過矯直輥。適當調整出口壓力,使板材在拉伸過程中獲得適度的張力。矯直速度調整:根據板材厚度和材質,設定合理的運行速度。避免速度過快導致板材無法充分接觸矯直輥,或速度過慢導致板材過度彎曲。重慶制造鈑金機械加工銷售公司工業4.0時代,鈑金加工正從"單一設備能力"轉向"全鏈路智能協同"。

鈑金機械加工的主要工序包括剪切、折彎扣邊、彎曲成型、焊接、鉚接等,需要一定的幾何知識。具體工序如下:剪料:指材料經過剪板機得到矩形工件的工藝過程。下料:指工件經過激光切割或數控沖床沖裁的工藝過程。落料:指在普通沖床或其他設備上使用模具加工得到產品形狀的工藝過程。沖孔:指工件由普通沖床和模具加工孔的工藝過程。折彎:指工件由折彎機成型的工藝過程。壓鉚:指采用沖床或油壓機把壓鉚螺母、壓鉚螺釘或壓鉚螺母柱等緊固件牢固地壓接在工件上的工藝過程。拉鉚:指以拉鉚槍為工具,用拉釘將兩個或兩個以上工件緊密地連接在一起的工藝過程。鉚接:用鉚釘將兩個或兩個以上工件面對面連接在一起的工藝過程,若是沉頭鉚接,需先將工件進行沉孔。成形:指在普通沖床或其他設備上使用模具使工件變形的工藝過程。
鈑金檢測在完成初步調整后,使用**平整度檢測工具(如激光平整度儀或平尺)檢查板材的平整度。如發現板材仍有彎曲或波浪,需進行微調。鈑金機械加工的參數和調試方法涉及多個方面,需要綜合考慮材料特性、加工要求、設備狀態等因素。通過合理的參數選擇和調試方法,可以確保加工過程穩定、高效且符合質量要求。鈑金機械加工是一種利用機械設備對薄金屬板材進行切割、彎曲、成形和連接的加工方法,以下是具體介紹:設計與準備工作:根據產品的設計要求和樣品確定所需的加工規格和工藝要求,準備好所需的原材料和工具。下料與切割:采用剪切機、沖床或激光切割機等設備,根據設計要求將原材料進行下料和切割。博維恩機械鈑金加工能夠滿足各種復雜形狀的加工需求,并保證產品的高度一致性和精度。
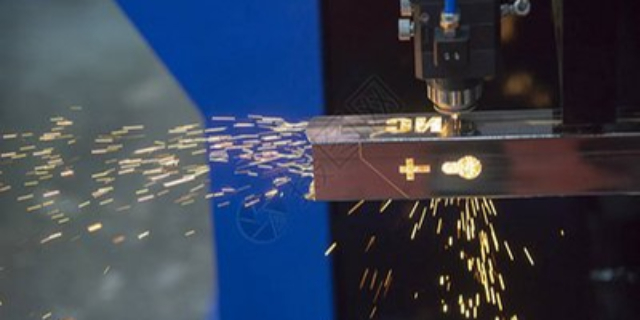
柔性制造:小批量與大規模生產的完美平衡在工業4.0時代,“多品種、小批量”訂單成為常態。我們打造的**智能鈑金生產線*,集成高精度激光切割、多軸聯動折彎機與自動化焊接單元,通過MES系統實現設備互聯與數據互通。例如,針對醫療器械外殼加工,生產線可在30分鐘內完成不同型號的切換,單日處理超20種定制化訂單,精度穩定在±0.05mm以內。這種柔性能力不僅滿足客戶快速迭代需求,更將交付周期壓縮至行業平均水平的60%。技術突破:-激光切割速度提升至120m/min,切口光滑無毛刺-折彎精度AI實時補償,復雜結構一次成型-機器人焊接效率較人工提升300%工藝靈活:鈑金機械加工可以通過切割、沖孔、折彎、焊接等多種工藝組合,實現不同形狀和結構的產品加工。重慶制造鈑金機械加工銷售公司
以每焦耳能量創造更高價值、每克材料釋放更強性能、每條數據驅動更優決策,重新定義鈑金加工設備的可能性。河北現代鈑金機械加工銷售廠家
質量檢測:對加工后的產品進行質量檢測,包括尺寸、形狀、表面質量等方面。根據檢測結果,對加工過程進行反饋和優化,以提高產品質量和加工效率。對于鈑金開平機,平整調節是確保板材質量的關鍵步驟。以下是一些專業的操作方法:矯直輥壓下量調整:根據板材厚度和材質,適當調整上下矯直輥之間的間距(壓下量)。對于較厚的板材,需要較大的壓下量;對于較薄的板材,則需要減小壓下量。輥軸平行度調整:檢查每組輥軸的平行度,確保上下輥處于水平狀態。使用**的測量工具(如水平儀或激光對準儀)來保證輥軸的準確對齊。河北現代鈑金機械加工銷售廠家
- 制造工業冷水機定制 2025-12-14
- 河北工業冷凝器大小 2025-12-14
- 江蘇自制吊頂式側出風冷風機銷售電話 2025-12-14
- 湖北直銷工業冷水機銷售公司 2025-12-14
- 湖北附近哪里有工業冷水機哪家強 2025-12-14
- 安徽什么工業冷凝器訂制價格 2025-12-14
- 江蘇制造工業冷凝器品牌排行 2025-12-14
- 江蘇國產工業冷凝器售后服務 2025-12-14
- 重慶制造工業冷凝器按需定制 2025-12-14
- 北京工業冷凝器批發價格 2025-12-14
- 昆山購買新能源原動設備按需定制 2025-12-14
- 深圳附近哪里有壓紙機供應商 2025-12-14
- 河北機械主軸 2025-12-14
- 直銷噴淋塔銷售電話 2025-12-14
- 破碎機控制柜選型 2025-12-14
- 廣東慢走絲批發 2025-12-14
- 手動冷庫門建造 2025-12-14
- 河南進口工業設備維修聯系方式 2025-12-14
- 麗水電競椅3D創意制作 2025-12-14
- 綜合振動分析儀廠家直銷 2025-12-14