太倉哪里精密模切加工
盡管精密模切加工技術已較為成熟,但在實際生產中仍可能出現各類質量問題,及時識別問題根源并采取針對性解決方案,是確保生產穩定性的關鍵。常見的質量問題包括毛邊、尺寸超差、材料變形、粘連、缺角五大類。毛邊問題主要源于模具刃口磨損、壓力不足或材料韌性過高,解決方案包括:定期檢查模具刃口,磨損后及時研磨;根據材料厚度適當提升模切壓力,確保切割徹底;對于高韌性材料(如尼龍薄膜),可采用加熱模切方式,降低材料韌性。尺寸超差問題通常由設備定位精度不足、材料張力波動或環境溫度變化導致,解決方案包括:定期校準設備的定位系統,確保重復定位精度≤0.003mm;優化張力控制系統參數,減少材料輸送過程中的張力波動;將車間環境溫度控制在 20-25℃,濕度控制在 40%-60%,避免材料因溫濕度變化產生熱脹冷縮。材料變形問題多發生在柔性材料加工中,如 PET 薄膜拉伸、泡棉壓縮變形,解決方案包括:采用低張力輸送系統,減少材料拉伸標準精密模切加工常用知識里,加工工藝重要性在哪?蘇州敬信電子科技解讀!太倉哪里精密模切加工
如電子行業的導電泡棉模切件需檢測導電性能(采用電阻測試儀)、耐老化性能(通過高低溫老化箱模擬環境);醫療行業的敷料模切件需檢測吸液性能(通過吸液量測試裝置)、皮膚刺激性(通過生物相容性測試);汽車行業的密封件模切件需檢測耐候性(通過紫外老化測試)、密封性(通過氣密性測試機)。此外,為確保檢測結果的可靠性,檢測設備需定期校準,例如影像測量儀需每年通過第三方計量機構校準,確保精度符合 ISO 標準。段落 13:精密模切加工的成本控制策略與方法在精密模切加工行業,成本控制直接影響企業的盈利水平與市場競爭力,需從原材料采購、生產過程、設備管理、供應鏈優化四大環節制定系統的成本控制策略,實現 “降本增效” 的目標。原材料采購環節,需建立戰略供應商合作體系,通過長期批量采購獲得價格優勢,例如與 PET 薄膜、鎢鋼模具等**材料供應商簽訂年度采購協議貴州精密模切加工答疑解惑標準精密模切加工的疑難雜癥,蘇州敬信電子科技如何攻克?專業攻克!

研發太陽能供電的小型模切設備,適用于小規模生產或偏遠地區,減少對電網電力的依賴;此外,優化設備結構設計,采用輕量化材料(如鋁合金)替代傳統鋼材,降低設備運行時的能耗。綠色制造不僅能幫助精密模切企業符合環保政策要求,還能提升企業品牌形象,獲得下游客戶(如蘋果、華為、特斯拉等注重環保的企業)的青睞,同時通過資源循環利用降低成本,實現經濟效益與環境效益的雙贏。段落 16:精密模切加工的數字化管理系統構建隨著工業 4.0 的推進,精密模切加工企業需構建數字化管理系統,實現生產過程的全流程數字化管控,提升生產效率、質量穩定性與管理水平,**系統包括 MES(制造執行系統)、ERP(企業資源計劃系統)、PLM(產品生命周期管理系統)、WMS(倉庫管理系統)四大模塊。
需借助專業的排版軟件(如 AutoCAD、ArtiosCAD),采用 “緊密嵌套” 排版方式,根據產品形狀特點,將異形件以**小間隙排列,例如對于矩形產品,可采用 “交錯排版” 方式,將相鄰兩排產品的間隙從傳統的 0.5mm 縮小至 0.1-0.2mm;對于圓形或不規則形狀產品,可采用 “蜂窩式排版”,利用圖形互補性減少空隙,通過排版優化,材料利用率可從傳統的 70%-80% 提升至 90%-95%。工藝設計優化方面,可采用 “多圖層復合模切” 工藝,將多種材料通過一次模切完成復合與切割,減少材料浪費,例如在電子標簽加工中,傳統工藝需分別切割基材、膠層、離型紙,再進行人工貼合,材料損耗較大,而復合模切工藝可將三種材料預先疊合,通過一次模切完成成型,損耗率降低 10%-15%;此外,對于卷材材料,可采用 “無廢料模切” 設計,將產品形狀設計為可連續排列的結構,例如將標簽設計為長方形,相鄰標簽共用一條切割線,避免產生多余廢料。廢料回收方面,對于可回收材料(如 PET 薄膜、金屬箔),可建立專門的廢料收集與處理系統,將廢料粉碎后重新加工成原材料,或出售給專業的回收企業,實現資源循環利用,不僅降低材料成本,還能減少環境污染,符合綠色制造的發展趨勢標準精密模切加工機械設備如何進行精細化管理?蘇州敬信電子科技為您講解!

避免局部壓力過大導致模具刃口損壞或材料過度擠壓變形;速度控制需與壓力相匹配,過快的加工速度可能導致材料與模具接觸時間不足,切割不徹底,過慢則會降低生產效率,例如圓壓圓模切機加工卷材時,需根據材料延展性設定速度,PE 薄膜等易拉伸材料的速度通常不超過 50 米 / 分鐘,而金屬箔等剛性材料可提升至 80 米 / 分鐘;溫度控制主要針對熱敏感材料或需要熱壓成型的工藝,如模切帶有粘性的膠帶時,需將加工環境溫度控制在 20-25℃,防止溫度過高導致膠層融化粘連,而模切聚酰亞胺等耐高溫材料時,需將模具溫度加熱至 80-120℃,提升材料的可塑性以減少切割阻力;模具間隙控制則是指模具刃口與下模之間的距離,間隙過大易導致材料切割不徹底,出現 “連邊” 現象,間隙過小則會加劇模具磨損,通常模具間隙設定為材料厚度的 10%-20%,例如切割 0.2mm 厚的泡棉時,間隙應控制在 0.02-0.04mm。蘇州敬信電子科技的標準精密模切加工技術指導實用嗎?超實用!嘉定區精密模切加工
蘇州敬信電子科技作為標準精密模切加工廠家,規模大嗎?規模可觀!太倉哪里精密模切加工
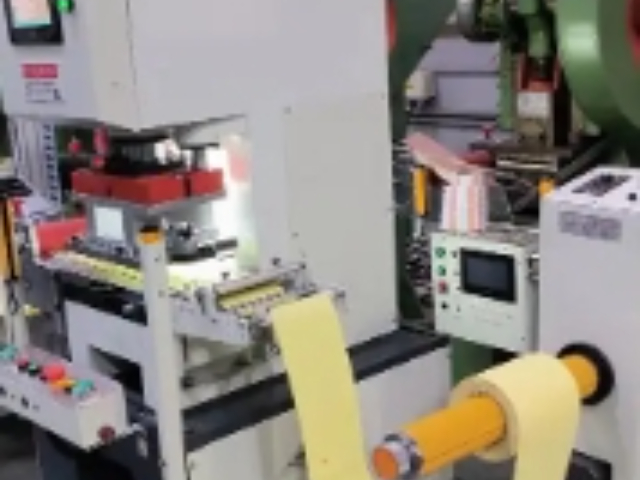
圓壓圓模切機則采用 “圓柱模具 + 圓柱壓輥” 的滾動式加工結構,材料通過放卷機構連續輸送,模具與壓輥同步旋轉實現連續切割,其生產速度可達 30-100 米 / 分鐘,適合大批量、長尺寸的材料加工,如包裝行業的標簽模切、電子行業的卷材膠帶模切,但由于模具為圓柱形,復雜形狀的加工難度較高,且模具制造成本相對昂貴。激光模切機則無需實體模具,通過高能量激光束(如 CO?激光、光纖激光)對材料進行熔融或汽化切割,其優勢在于加工靈活性強,可通過軟件快速調整切割圖形,無需更換模具,適用于復雜異形件、小批量定制化加工,尤其適合非金屬材料(如布料、皮革、亞克力)的切割,但激光加工存在熱影響區,可能導致材料邊緣碳化或變形,且加工速度受激光功率限制,對于厚材料的切割效率較低。太倉哪里精密模切加工
蘇州敬信電子科技有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標,有組織有體系的公司,堅持于帶領員工在未來的道路上大放光明,攜手共畫藍圖,在江蘇省等地區的電工電氣行業中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶口碑,為公司的發展奠定的良好的行業基礎,也希望未來公司能成為*****,努力為行業領域的發展奉獻出自己的一份力量,我們相信精益求精的工作態度和不斷的完善創新理念以及自強不息,斗志昂揚的的企業精神將**蘇州敬信電子科技供應和您一起攜手步入輝煌,共創佳績,一直以來,公司貫徹執行科學管理、創新發展、誠實守信的方針,員工精誠努力,協同奮取,以品質、服務來贏得市場,我們一直在路上!
- 黃浦區新時代全自動貼片生產線 2025-12-16
- 太倉精密模切加工答疑解惑 2025-12-16
- 崇明區出口全自動貼片生產線 2025-12-16
- 新時代全自動貼片生產線費用 2025-12-16
- 泰州精密模切加工互惠互利 2025-12-16
- 金山區精密模切加工廠家 2025-12-16
- 多層精密模切加工歡迎選購 2025-12-16
- 泰州全自動貼片生產線商家 2025-12-16
- 品牌全自動貼片生產線共同合作 2025-12-16
- 徐州哪里全自動貼片生產線 2025-12-16
- 黃浦區新時代全自動貼片生產線 2025-12-16
- 松江區選擇路燈集中管理器圖片 2025-12-16
- 北京電纜接頭批發 2025-12-16
- 衢州南陽防爆電機代理品牌 2025-12-16
- 內蒙古蓄電池批發價格 2025-12-16
- 福州水下攝像頭連接纜 2025-12-16
- 宜昌全自動變壓器比值測試儀供應商 2025-12-16
- 濟南優勢變壓器云控終端圖片 2025-12-16
- 江蘇現代金屬材料檢測廠家供應 2025-12-16
- 浙江滑觸線碳刷片制造商 2025-12-16