湖北機床在線檢測測量儀精度
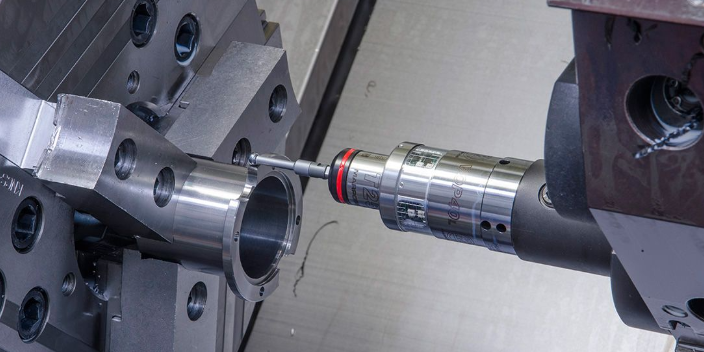
磨床聲頻發射傳感器,聲傳感器是磨床上的監控系統的部件之一。它們對零件或砂輪修整器與砂輪接觸點處產生的噪聲進行檢查。可將各種聲傳感器用于磨床進行內圓或外圓磨削,無心磨削,平面磨削,齒輪或刀具磨削,以解決截然不同的應用問題。基于聲學技術的監控系統在磨床接觸到零件或修整器時監控發射的噪聲。噪聲產生于切削作用期間,在磨削期間作為超聲波傳輸。因為這些波會通過各個機床部件,所以波的頻率與振幅會發生變化。通過監控機械加工期間的這些波的變化,可進行檢查,從而對機床采取校正行動。傳感器的有效性取決于它們的定位,比較好盡可能靠近機械加工區。將帶有聲傳感器的監控用于確定砂輪與零件或修整器之間的接觸情況,減少氣隙時間。聲頻發射的變化可表明力道的變化,這是由于砂輪的切割條件造成的,且允許適應周期,從而優化生產流程。有兩個系列的聲傳感器:固定式聲傳感器:此類傳感器是由一個單件構成,可在空氣中或者通過液體傳輸信號。可獲取不同尺寸,以滿足每個應用要求。非接觸式聲傳感器:雖然傳感器是由一個固定零件(定子)和一個轉動零件(轉子)構成,但是具有不同的形狀與尺寸以滿足每個應用要求。轉子與定子之間的信號傳輸無需直接接觸。馬波斯測量科技可以供應外圓磨床在線加工測量儀軟件。湖北機床在線檢測測量儀精度

保持砂輪平衡可提高各個零件的表面質量以及延長主軸的使用壽命。P7WB平衡系統可持續不斷檢查砂輪的狀態以及自動補償周期中的任何失衡。該系統專為單主軸和多主軸磨削應用而設計,可以在一個或兩個平面上平衡。P7WB系統的設計旨在檢查與平衡砂輪。它連接并管理所有類型的FT與ST平衡頭。根據應用以及平衡頭的類型,可將P7WB與單主軸和多主軸磨床一起使用,其它具有以下功能:自動平衡一個或兩個砂輪(**)平衡兩個平面可單獨完成或者采用平衡頭實現預先平衡光譜分析失衡(FFT)可給P7WB裝配聲傳感器以監控振動。在此情況中,系統將電機平衡以及聲傳感器生成的數據分析所需的監控與電子控制功能結合起來,以優化磨削與修整階段。如果連接到聲傳感器,則P7WB可自動獲取聲信號,分析并將此信號與程控噪聲閾值比較,以改善生產流程。操作員可通過確定噪聲閾值而進行碰撞檢查(撞碎)和氣隙檢查(間隙):P7WB系統是由一個標準件卡構成,其將協調并管理聲功能卡,并協調機床邏輯與操作員界面(MHIS)之間的通信模式。P7WB的功能特征體現在與機床控制完整集成的現場總線(Profibus與InterbusS)與串行連接。江蘇精密測量儀安裝馬波斯能根據磨床的種類不同的應用,主動測量及機后測量系統,砂輪動平衡器,監測傳感器,測頭。
馬波斯除了可以在線測量鋰離子電池的電極極片,還能夠進行方形電芯的電氣檢測。馬波斯在電芯測量方面,能夠提供EOL(電芯生產)或BOL(模組組裝)階段智能方形電芯檢測臺以供測量。智能方形電芯檢測臺的檢測范圍很多,可以包括外形尺寸測量、電性能和絕緣性能檢測以及電解液泄漏示蹤檢測。從特征的角度來看,一方面,馬波斯智能方形電芯檢測臺可以適應不同類型方形電芯的檢測要求,同時,測量過程中可以提供手動和自動上料解決方案。與此同時,設備的電性能檢測范圍廣,可分容。
DigiCrown系統是一個高度模塊化測量網絡,其允許將各種類型的傳感器(馬波斯與其它傳感器)集成在單一設備中。因為DigiCrown能自動識別連接的傳感器,所以使得安裝與程控操作變得簡單與直觀。可獲取標準版本的DigiCrown2的傳感器,帶有“輕觸式”墊圈,測量力小,采用彈簧或氣壓驅動,量程在1mm到20mm之間。在量程范圍內將所有DigiCrown2傳感器線性化并認證,保證需要高準確度的應用可獲取高分辨率的測量值。DigiCrown系統基于RS485總線通信,提供了一份適合工業環境的安全有效的串行協議。應用成本通常與使用的測量點的數量直接呈正比。當將測量設備連接到電子顯示單元或者工業計算機時,馬波斯系列的數據采集設備很有必要。因為可獲取各種版本的數據采集設備,所以帶有EasyBox系統的數據采集系統能夠將相同工業計算機與所有馬波斯測量儀和部件一起使用,構造非常適合你需求的應用。圖形選項有各種級別,從簡單的狀態或數字或條形圖到時間圖、直方圖和圖形。
DS6000是一個通過將信號的初始化、處理與分析集成起來,作為自動系統與平衡傳感器和/或部件之間接口進行操作的系統。DS6000這個產品線專為高精度磨床而設計,它是機械平衡以及聲發射監控的理想選擇。可根據應用情況在一個或兩個面板上進行平衡操作。DS6000模塊系列產品使得用戶能夠添加并組合不同模塊,以獲取一個多功能系統。因為此創新系統非常靈活,所以可滿足不同客戶要求以及給操作員提供了各種隨時易于使用的功能。DS6000系統包括預先平衡以及電機平衡檢查用電子單元以及液壓平衡與聲發射檢查用電子單元。可獲取的模塊:AE6000與S6000:聲發射檢查用單元DM6000:工藝檢查用單元(AE傳感器+數字扭矩適配器)P6000:預先平衡用單元M6000:電機平衡檢查用單元H6000:液壓平衡檢查用單元。主動測量儀軟件,請聯系馬波斯測量科技。湖北雙圓盤平面磨床測量儀安裝
專門設計在作業環境中直接與冷卻劑和其它侵蝕劑接觸的所有機械加工零件,給電子設備提供了合適保護等級。湖北機床在線檢測測量儀精度
統計過程控制規定了三個活動階段:了解過程:必須在其行為中識別過程,并且必須明確規定每個受控特征的規格界限。可變性的特殊原因必須消除,以使過程穩定。使用控制圖監控生產過程:這些圖表用于及時檢測受控特征的均值或方差的變化。控制圖的目的是識別始終存在的可變性的常見原因,并將其與特殊原因區分開來。統計過程控制的目標不是檢查零件是否良好,而是預測并防止生產出有缺陷的零件。為此,可將控制圖作為預測工具,并確定可能導致生產出有缺陷的零件的原因。一旦控制圖表示存在不穩定的過程(SPC警報),就必須采取措施控制生產,從而限制了部件不合格和生產線的減速。當控制圖沒有發出任何警報信號時,該過程可被視為“穩定”或“受控制”;其“過程能力”可以通過“能力研究”進行計算。過程能力是一種用來計算過程在未來指定限制時間內生產零件的能力的指數。**初的Shewart理論基于過程,其特征*由一種正態分布進行描述。隨著時間的推移,統計過程控制的能力得到了改進,能夠(使用Pearson控制圖)分析不同分布描述的連續特征,(使用P控制圖和NP控制圖)分析離散特征,以及(使用C控制圖)和U控制圖)分析具有多個缺陷的離散特征。湖北機床在線檢測測量儀精度
- 零部件質量檢測 2025-12-24
- 變速器檢測設備廠家 2025-12-24
- 北京汽車空調檢測設備 2025-12-24
- 會議室檢測設備 2025-12-24
- 汽車連桿檢測 2025-12-24
- 半導體視覺檢測 2025-12-24
- 超精磨在線測量 2025-12-24
- 內蒙古燃料電池檢測設備 2025-12-24
- 山西新能源汽車檢測設備廠家 2025-12-23
- 廣西電機軸檢測設備廠家 2025-12-23
- 西湖區什么是大型成套設備 2025-12-24
- 深圳ETHIO COFFEE伊索咖啡掛耳咖啡是否好喝 2025-12-24
- 直銷領鎖智能私人定做 2025-12-24
- 鋰電池正極材料回收中碟式陶瓷膜方案設計 2025-12-24
- 海南金屬智能開關設備 2025-12-24
- 天寧區安裝母版拼版機哪個好 2025-12-24
- 浙江精密中走絲線切割多少錢一臺 2025-12-24
- 黃浦區電動干油泵廠家電話 2025-12-24
- 北京YAMAHA貼片機怎么樣 2025-12-24
- 重慶回收器廠家 2025-12-24