內蒙古后數控機床測量儀軟件
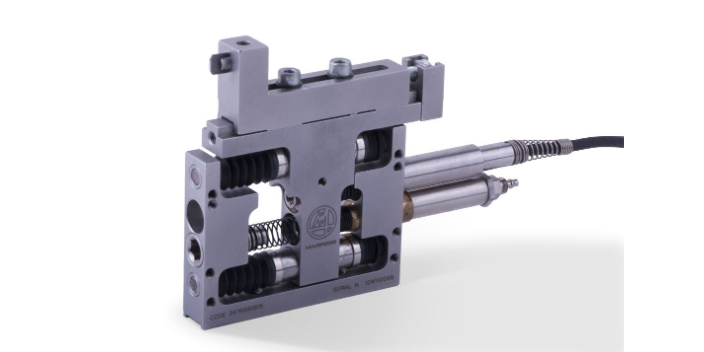
磨床聲頻發射傳感器,聲傳感器是磨床上的監控系統的部件之一。它們對零件或砂輪修整器與砂輪接觸點處產生的噪聲進行檢查。可將各種聲傳感器用于磨床進行內圓或外圓磨削,無心磨削,平面磨削,齒輪或刀具磨削,以解決截然不同的應用問題。基于聲學技術的監控系統在磨床接觸到零件或修整器時監控發射的噪聲。噪聲產生于切削作用期間,在磨削期間作為超聲波傳輸。因為這些波會通過各個機床部件,所以波的頻率與振幅會發生變化。通過監控機械加工期間的這些波的變化,可進行檢查,從而對機床采取校正行動。傳感器的有效性取決于它們的定位,比較好盡可能靠近機械加工區。將帶有聲傳感器的監控用于確定砂輪與零件或修整器之間的接觸情況,減少氣隙時間。聲頻發射的變化可表明力道的變化,這是由于砂輪的切割條件造成的,且允許適應周期,從而優化生產流程。有兩個系列的聲傳感器:固定式聲傳感器:此類傳感器是由一個單件構成,可在空氣中或者通過液體傳輸信號。可獲取不同尺寸,以滿足每個應用要求。非接觸式聲傳感器:雖然傳感器是由一個固定零件(定子)和一個轉動零件(轉子)構成,但是具有不同的形狀與尺寸以滿足每個應用要求。轉子與定子之間的信號傳輸無需直接接觸。曲軸檢查領域,馬波斯Fenar L系統是測量主軸承軸頸直徑與軸承銷軸頸直徑的理想選擇,實現高靈活度與精確度。內蒙古后數控機床測量儀軟件

Marposs無線手柄利用藍牙無線技術克服了手動測量儀器中的電纜管理問題。該信號從電子或機械測量儀表頭發送到Marposs數據顯示和處理單元之一。堅固可靠的I-Wave手柄,即使在**惡劣的環境下,也可用于操作員的手動測量。所有螺紋為M10、M6或M3.5的測頭都可以用適配器輕松安裝。星形鎖系統進一步增加了手柄的多功能性,該系統允許快速更換儀表頭,以實現測頭互換性。多波手柄采用藍牙技術,管理用于同時測量多個截面的多傳感器電子測頭,檢查不同高度的孔的直徑和其他幾何形狀(橢圓度、錐度等)。它可以編程使用的傳感器數量(**多7個)或設置其他重要參數與特定的軟件。一旦定義了配置參數,它們就會通過藍牙發送到手柄,然后保存在內存中。所有手柄都可以通過藍牙將測量數據傳輸到一個Marposs電子設備,如Nemo、Merlin、MerlinPlus、E9066或10米范圍內的任何PC。湖北高精度車床測量儀產品資料用于平衡砂輪:預平衡砂輪的循環、帶有一個或兩個平衡頭的自動平衡循環和機器振動映射循環。

可通過E32U接口將所有測頭硬接線到機床CNC上。如果是機械加工中心或帶有自動刀具更換(ATC)系統的銑床上的零件探針應用,或者是將探針安裝在轉塔刀架中的機床加工應用,紅外線(VOS光學主軸探針)與無線電(WRS無線電主軸探針)傳輸系統**著理想的解決方案。用于加工中心的零件檢查和刀具安裝的光學傳輸系統:即便在**復雜的操作環境中,光學傳輸接觸式測頭可使機械加工中心更有效率并且提高了自動化程度,從而縮短周期時間以及降低報廢件百分比。零件定位與對準操作使得用戶不再需要對零件進行任何操作。除自動化的零件尺寸檢測外,馬波斯SW還為機床CN提供了后來機械加工流程所需的所有反饋。由于適當優化的軟件周期和易于理解的圖形界面,操作員/機器集成過程是即時的。
M10是一種帶有或沒有自定心導向套的電子測量塞規,用以檢查范圍在13-140mm的單一直徑,可按照此直徑范圍將塞規進一步細分:A類塞規,13-21mm直徑范圍B類塞規,21-45mm直徑范圍C類塞規,45-140mm直徑范圍M10的研發目的是易于集成在連續自動工作機床中,尤其是測量缸體內孔和連接桿孔。簡單設計,高質量部件,確保在嚴苛的機床條件下長期具有優越性能。可給系統配備退回系統以確保零件定位不正確情況中的操作安全性。可給塞規配備吹掃系統,用于檢查之前的零件清潔。始終采用馬波斯HBT傳感器技術進行測量;將一個特殊的電子緩沖器應用于塞規,可將輸出信號從HBT(求和或單獨)轉換為LVDT(求和或單獨)。根據被檢測零件的材料,可采用帶有dlc的碳化鎢硬質合金以及金剛石觸頭。馬波斯可以供應高精度車床測量儀系統,歡迎聯系。
統計過程控制規定了三個活動階段:了解過程:必須在其行為中識別過程,并且必須明確規定每個受控特征的規格界限。可變性的特殊原因必須消除,以使過程穩定。使用控制圖監控生產過程:這些圖表用于及時檢測受控特征的均值或方差的變化。控制圖的目的是識別始終存在的可變性的常見原因,并將其與特殊原因區分開來。統計過程控制的目標不是檢查零件是否良好,而是預測并防止生產出有缺陷的零件。為此,可將控制圖作為預測工具,并確定可能導致生產出有缺陷的零件的原因。一旦控制圖表示存在不穩定的過程(SPC警報),就必須采取措施控制生產,從而限制了部件不合格和生產線的減速。當控制圖沒有發出任何警報信號時,該過程可被視為“穩定”或“受控制”;其“過程能力”可以通過“能力研究”進行計算。過程能力是一種用來計算過程在未來指定限制時間內生產零件的能力的指數。**初的Shewart理論基于過程,其特征*由一種正態分布進行描述。隨著時間的推移,統計過程控制的能力得到了改進,能夠(使用Pearson控制圖)分析不同分布描述的連續特征,(使用P控制圖和NP控制圖)分析離散特征,以及(使用C控制圖)和U控制圖)分析具有多個缺陷的離散特征。馬波斯測量科技可以供應外圓磨床在線加工測量儀,歡迎聯系咨詢。河北數控車床測量儀安裝
馬波斯測量科技可以供應外圓磨床在線加工測量儀軟件,歡迎聯系我們。內蒙古后數控機床測量儀軟件
不同的系統涉及不同的安裝模式,使一般工廠和機器邏輯程序復雜化。P7的主要特點是能夠連接和管理所有類型的傳感器和傳感器,從而簡化了與PLC或CNC機器的安裝和對話模式。此外,配置的機器操作員的顯示界面也同樣均勻,盡管是針對不同功能的。P7是一個模塊化設備,其尺寸和性能配置為特定機器的必要控制功能。有一個主板,負責協調和管理不同的卡/功能,并主持與機器邏輯和操作員界面的通信模式。不同周期的編程由終端用戶負責,終端用戶負責輸入參數的適當值,確定加工過程之前、期間和之后要監控的特性。可自動獲取工件直徑或長度的尺寸,以評估振動、分析噪音、溫度,并與編程設定的各種閾值進行比較,以便對機器和/或操作員進行決策。內蒙古后數控機床測量儀軟件
- 遼寧非接觸式傳感器價格 2025-12-16
- 天津光譜共焦傳感器價格 2025-12-16
- 黑龍江光譜共焦視覺檢測傳感器價格 2025-12-15
- 吉林非接觸式傳感器原理 2025-12-15
- 馬波斯傳感器測量范圍 2025-12-15
- 安徽光譜共焦視覺檢測傳感器精度 2025-12-15
- 遼寧馬波斯傳感器價格 2025-12-15
- 安徽stil傳感器價格 2025-12-15
- 安徽點光譜共焦傳感器價格 2025-12-15
- 安徽點光譜共焦傳感器精度 2025-12-15
- 福建制造人工智能系統集成服務 2025-12-16
- 江蘇重型拉力試驗機廠家供應 2025-12-16
- 安徽電動變頻器維修聯系方式 2025-12-16
- 常州購買工裝夾具銷售廠 2025-12-16
- 重慶雙線全自動彎箍機生產 2025-12-16
- 天津品質高壓濾設備實驗室壓濾機公司 2025-12-16
- 液體不銹鋼罐生產廠家 2025-12-16
- 深圳單面平面拋光機參數 2025-12-16
- 井下供電監控系統在線監測裝置 2025-12-16
- 東佑達TOYO模組高精度模組 2025-12-16