浙江數控機床測量儀軟件
不同的系統涉及不同的安裝模式,使一般工廠和機器邏輯程序復雜化。P7的主要特點是能夠連接和管理所有類型的傳感器和傳感器,從而簡化了與PLC或CNC機器的安裝和對話模式。此外,配置的機器操作員的顯示界面也同樣均勻,盡管是針對不同功能的。P7是一個模塊化設備,其尺寸和性能配置為特定機器的必要控制功能。有一個主板,負責協調和管理不同的卡/功能,并主持與機器邏輯和操作員界面的通信模式。不同周期的編程由終端用戶負責,終端用戶負責輸入參數的適當值,確定加工過程之前、期間和之后要監控的特性。可自動獲取工件直徑或長度的尺寸,以評估振動、分析噪音、溫度,并與編程設定的各種閾值進行比較,以便對機器和/或操作員進行決策。馬波斯測量科技是比較有實力數控車床測量儀系統廠家。浙江數控機床測量儀軟件
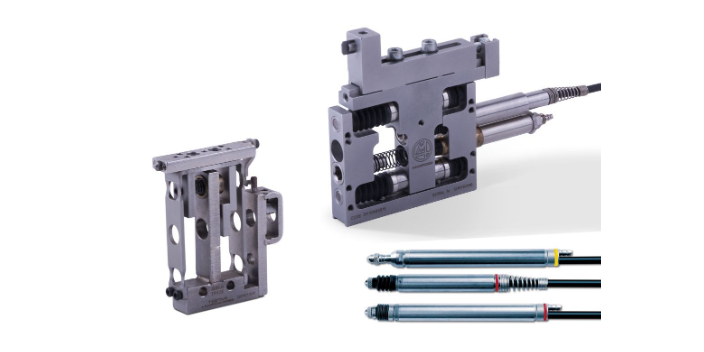
徑測量用手動測量儀:馬波斯M1Star可讀數檢具是由一個測量儀器元件的可互換測頭以及一個控制信號轉換和傳輸的手柄構成。M1Star可配備一個機械傳輸測頭(MBG)或一個電子傳導測頭(EBG)。馬波斯MBG測頭是一個通用的解決方案,也可測量很深的內徑或不規則內徑。機械傳輸測量系統提供了較好的測量性能(可重復性<1微米)以及較低的價格區間。可配置并互換各種附件使得此測頭普遍適用。測量單元取決于直徑可采用兩個或八個支點元件構成。通過帶有球形頭的傳送桿將測量值傳送到顯示設備上,在形成V形導向的支架以及傾斜表面上滑動球形頭。馬波斯EBG測頭是市場上可獲取的變量手動測量用先進解決方案。測量系統包括將測量值轉換為電子信號的電子差速LVDT或HBT傳感器。系統沒有摩擦力,并保證將整個應用領域的可重復性維持在0.5微米以下。馬波斯提供了一整套非常先進的手動可讀書檢具,以控制高精度孔徑(?3.0mm到375mm)。馬波斯測量儀是工廠環境中直徑、橢圓度與錐度的加工后控制用理想解決方案。馬波斯孔徑規系列可提供成本很有吸引力的高度通用的機械傳輸版本,以及能夠在手動測量(<0.5微米)中提供理想的測量性能的電子測頭解決方案。吉林機床在線檢測測量儀產品資料馬波斯marposs測量儀對于磨床上的尺寸控制,P3ME電子單元,一種精確、可靠、經濟與緊湊的解決方案。

馬波斯光譜共焦傳感器可在線測量鋰離子電池的電極極片。鋰離子電池的生產采用R2R工藝,其重點在于在線質量測量,用馬波斯光譜共焦傳感器可以以非接觸測量的方式測量涂布層厚度、極片邊緣厚度以及控制極片輪廓并檢查極片上的涂布層缺陷。從特征的角度來看,實際上馬波斯光譜共焦傳感器可測量柔性非透明材料,同時測量大于5微米的薄膜層厚度。這就說明馬波斯光譜共焦傳感器一定程度上保證了高靈敏度和高精度,是一款真正的同步在線方案測量。
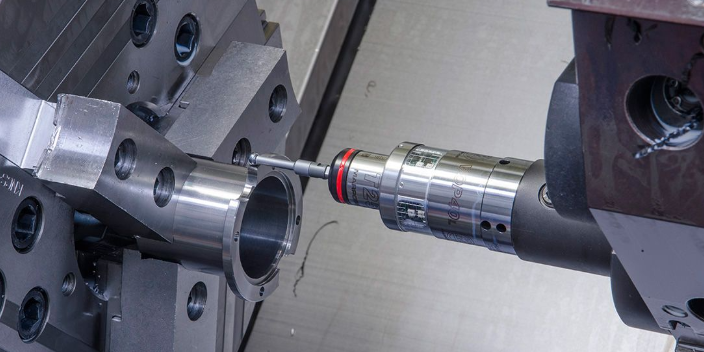
WRS系統是一個高精度測頭系統,其設計旨在5軸機床以及機床加工中心上測量與設置零件。該系統**著一種靈活性很高的解決方案,該方案將跳頻無線電信號傳輸系統用于保證十分可靠的數據通信。WRS系統是由一個發射器(WRP)和一個帶有內置接口(WRI)的接收器構成。系統部件通過一個寬頻譜無線電傳輸系統進行彼此通信,系統帶有自動信道選擇以及一個2.4GHz的作業頻率。多虧了此傳輸系統,系統才能夠抗信號干擾,且系統的功能特征體現在有79個信道,每個信道有4個子信道,以便可在單一應用上安裝4個測頭以及在相同的生產設施上**多安裝316個測頭。此外,無線電傳輸的內在優勢體現在這樣一個事實上:無需定位測頭與接口就能讓它們在彼此的視線內,而事實上,系統能夠在小于等于15m的距離上操作與傳輸測量信息。CN會即刻處理接觸瞬間應用傳輸的數據,以確認、定位并測量正在處理的零件,將機床轉換為一個有效的檢查與測量環境。馬波斯測量科技可以供應外圓磨床在線加工測量儀。
接觸式測量被認為是磨床上工藝控制應用的理想解決方案。Unimar測頭體現的是傳統加工過程中、加工前與加工后測量儀器的適用組合,并在配置機器的應用時構成了基本構造塊。作為傳統比較測量器的適用組合,這些產品意味著配置工藝集成測量系統時的基本構造塊。因為可獲取各種型號的Unimar測量頭,所以可將這些測量頭用于任何類型的應用,同時能夠時刻維持測頭的出色的測量性能要求。Unimar測頭是每類研磨環境的理想選擇。這些測頭的設計旨在易于操作與服務,這意味著任何操作員可使用。MARPOSS嗅探氦氣泄漏測試方案能夠測量10-2 - 10-4 SCC/sec的泄漏,該技術在漏率范圍內取得了良好測試結果。機床在線檢測測量儀安裝
馬波斯測量科技可以供應外圓磨床在線加工測量儀軟件,歡迎聯系我們。浙江數控機床測量儀軟件
磨床聲頻發射傳感器,聲傳感器是磨床上的監控系統的部件之一。它們對零件或砂輪修整器與砂輪接觸點處產生的噪聲進行檢查。可將各種聲傳感器用于磨床進行內圓或外圓磨削,無心磨削,平面磨削,齒輪或刀具磨削,以解決截然不同的應用問題。基于聲學技術的監控系統在磨床接觸到零件或修整器時監控發射的噪聲。噪聲產生于切削作用期間,在磨削期間作為超聲波傳輸。因為這些波會通過各個機床部件,所以波的頻率與振幅會發生變化。通過監控機械加工期間的這些波的變化,可進行檢查,從而對機床采取校正行動。傳感器的有效性取決于它們的定位,比較好盡可能靠近機械加工區。將帶有聲傳感器的監控用于確定砂輪與零件或修整器之間的接觸情況,減少氣隙時間。聲頻發射的變化可表明力道的變化,這是由于砂輪的切割條件造成的,且允許適應周期,從而優化生產流程。有兩個系列的聲傳感器:固定式聲傳感器:此類傳感器是由一個單件構成,可在空氣中或者通過液體傳輸信號。可獲取不同尺寸,以滿足每個應用要求。非接觸式聲傳感器:雖然傳感器是由一個固定零件(定子)和一個轉動零件(轉子)構成,但是具有不同的形狀與尺寸以滿足每個應用要求。轉子與定子之間的信號傳輸無需直接接觸。浙江數控機床測量儀軟件
- 浙江Marposs 傳感器精度 2025-12-16
- 安徽2D 測量傳感器原理 2025-12-16
- 遼寧非接觸式傳感器價格 2025-12-16
- 天津光譜共焦傳感器價格 2025-12-16
- 安徽馬波斯傳感器解決方案 2025-12-16
- 黑龍江光譜共焦視覺檢測傳感器價格 2025-12-15
- 吉林非接觸式傳感器原理 2025-12-15
- 馬波斯傳感器測量范圍 2025-12-15
- 安徽光譜共焦視覺檢測傳感器精度 2025-12-15
- 遼寧馬波斯傳感器價格 2025-12-15
- 鎮江節能微量潤滑系統哪里有 2025-12-16
- 虹口區移液器聯系方式 2025-12-16
- 島式中央臺用什么材料 2025-12-16
- 上海機械壓紙機設備 2025-12-16
- 浙江Marposs 傳感器精度 2025-12-16
- 浙江316L噸桶多少錢 2025-12-16
- 浙江五金配件機加工供應商 2025-12-16
- 河南MC20系列TOC分析儀的工作原理 2025-12-16
- 鎮江國產變壓器廠家供應 2025-12-16
- 河北攪拌釜生產廠家 2025-12-16