浦東新區國產鋁蜂窩板銷售廠
2.翻邊式 此安裝方式是加工鋁蜂窩板時即加工有安裝用翻邊,安裝只需按位置連接與龍骨及膠縫處即可,適宜膠縫寬度為≥10mm,此方法安裝方便,但加工稍復雜,不適用于造型幕墻板。3.扣條式 此節點為鋁扣條式,扣條為特定型材,安裝簡單,但此方法對板材加工精度要求較高,不建議使用于長度大于3000mm以上的板材。根據扣條的寬度,板材中縫有20mm和40mm等。石材鋁蜂窩板打膠與清潔1、將鋁蜂窩板板面保護膜折邊部分撕開,按90°轉角折邊處貼上美紋紙。美紋紙在“+”字膠縫處應折成90°轉角,整個板塊美紋紙一次到位,用力掃平,避免美紋紙折皺。復核直徑,按放線方法進行較對。浦東新區國產鋁蜂窩板銷售廠

l. 對完成的圖紙和技術文件存檔。m.現場指導解決鋁蜂窩板安裝等疑難問題。n.解答鋁蜂窩板加工問題。石材鋁蜂窩板施工準備1、人員準備:安裝工2人,搬運工2人,電焊工1人。2、工具準備:電錘1把,鐵錘1把,活動、固定扳手各2把,2米靠尺1把,吊線錘1個,角尺2把,鋼絲刷1把,手電鉆2把,大力鉗2把,“+”字螺絲刀2把,膠槍1把,灰刀1把,卷尺1把,紅藍鉛筆2支,電焊機1套,水平尺1把。石材鋁蜂窩板施工放線1、結構柱垂直度較正,在龍骨安裝位軸線吊垂線,用角尺測量上下各一點,記錄數據,平均值放大10毫米。青浦區質量鋁蜂窩板推薦廠家連續的熱復合生產工藝高效快捷。

鋁板在涂漆前需經過嚴格的表面陽極化處理,以保證足夠的涂層附著力和與蜂窩芯的粘接強度,面板涂層應滿足國家規范YS/T429.2-2000的要求。鋁背板鋁蜂窩板背板應選用與面板相同材質的板材,表面經陽極氧化處理,暴露于空氣中的一面應涂裝保護涂層,涂層材料可為聚酯、環氧、丙烯酸等材料,以防長期在空氣中暴露而造成鋁板的銹蝕。鋁蜂窩芯材鋁蜂窩芯材是由鋁箔和**蜂窩節點膠在鋁蜂窩芯生產線上加工制造的。影響蜂窩芯材性能的因素主要包括鋁箔、節點膠以及蜂窩芯規格等參數。
1、按施工圖紙分格劃出橫梁位置軸線。2、將角碼按標識線位焊接固定。3、把橫梁放置于兩角碼間,微調至進出位與立挺表面平。4、較正水平度與進出位置。5、滿焊。6、去渣除銹二遍防銹漆涂層。石材鋁蜂窩板掛板以橫平豎直原則標識立挺與橫梁中心軸線,按設計膠縫調整彎弧板,將整個單元柱子包完,再作整體較正,保證上下分格、垂直與平整度誤差在2毫米,將所有螺絲補齊。1.吊耳式 此安裝方法是吊耳和蜂窩板分離式,吊耳單獨加工后連接與蜂窩板的膠縫位置,膠縫適宜寬度為≥12mm,此安裝方法使加工簡單,安裝方便。連結角碼加防腐膠型加方墊片、加彈簧墊圈、加對穿螺栓與龍骨手擰固定。
蜂窩鋁板產品均選用公司統一標準的預輥涂高等級鋁合金卷材,結合多種生產工藝精制而成。1、涂層技術(1)采用**的涂層烘烤技術,確保涂層的附著力以及色彩均勻性和飽和度。(2)可根據客戶要求提供需要的顏色,還可以提供各種特殊涂層。2、成型技術(1)通過系列模具逐步成型,充分釋放板材內部的應力。(2)保護面板表面的涂層不受損傷,更為耐用。整個生產流程保證板材加工尺寸的高精度。(3)連續的熱復合生產工藝高效快捷。3、蜂窩復合技術(1)源自現代航空的科技成果,重量更輕,但板材的強度更高。(2)利用高溫復合和面板熱壓技術,確保板材的整體性、強度和平整度。對需進行數控下料和數控開展開料的,要進行計算機編程,并存入U盤和其他技術資料一起交車間主任簽收。青浦區質量鋁蜂窩板推薦廠家
鋁蜂窩芯材是由鋁箔和蜂窩節點膠在鋁蜂窩芯生產線上加工制造的。浦東新區國產鋁蜂窩板銷售廠
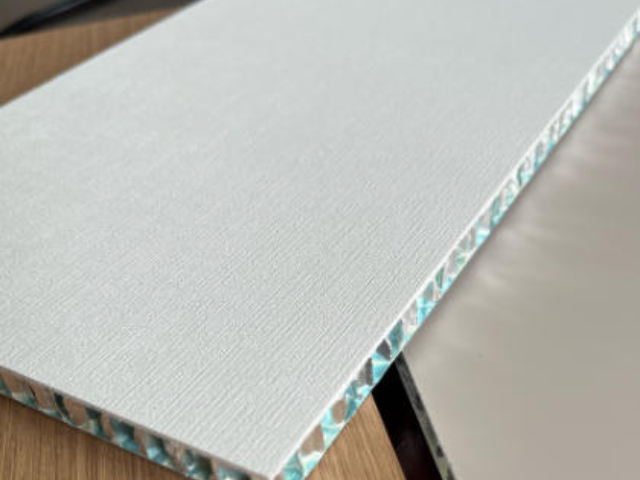
內層為特制的六邊形鋁蜂窩,由硬度達到H19的鋁合金構成,作為粘附在夾層結構中的芯板,在切向上承受壓力。這些相互牽制的密集蜂窩猶如許多小工字梁,可分散承擔來自面板方向的壓力,使板受力均勻,保證了面板在較大面積時仍能保持很高的平整度。安裝時采用兩邊安裝,無機械破壞。滑動安裝扣系統允許熱脹冷縮,板底端的止滑扣將可以控制板的膨脹方向。25MM隱膠縫系統美觀且具有自潔功能.制作完成后的盒式蜂窩板,內外板和蜂窩結構形成一個整體另外,空心蜂窩還能**減弱板體的熱膨脹性。浦東新區國產鋁蜂窩板銷售廠
上海思大泊新材料科技有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在上海市等地區的化工中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來思大泊供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 松江區質量膠粘劑生產廠家 2025-12-16
- 楊浦區本地鋁蜂窩芯銷售價格 2025-12-16
- 奉賢區常見鋁蜂窩板廠家供應 2025-12-16
- 楊浦區國產膠粘劑銷售價格 2025-12-16
- 浦東新區本地膠粘劑銷售廠 2025-12-16
- 靜安區國產鋁蜂窩板廠家供應 2025-12-16
- 徐匯區本地鋁蜂窩板生產廠家 2025-12-16
- 寶山區生態鋁蜂窩芯哪家好 2025-12-16
- 嘉定區生態膠粘劑銷售價格 2025-12-16
- 楊浦區本地鋁蜂窩芯銷售方法 2025-12-16
- 上海環保耐火澆注料一般多少錢 2025-12-16
- 楊生盾殼霉 2025-12-16
- 福建油墨級硫酸鋇哪里好 2025-12-16
- 電子封裝業TCDDA 2025-12-16
- 食品包裝材料用二十烷二酸單甲酯報價 2025-12-16
- 鹽城鈣長石質隔熱耐火磚廠家 2025-12-16
- 水性AB膠施工 2025-12-16
- 小型寵物海綿爬梯臺階供貨公司 2025-12-16
- 松江區質量膠粘劑生產廠家 2025-12-16
- 天津吹膜工藝BASF巴斯夫擴鏈劑ADR4400降解逆轉劑 2025-12-16